
















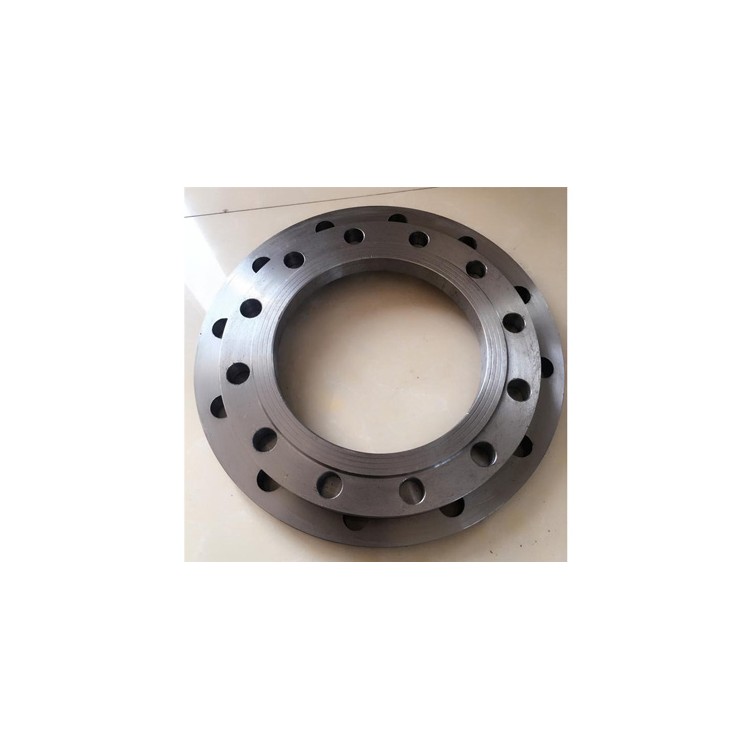



Caution for using flat welding flange products:
To prevent intergranular corrosion caused by the heating of the flange cover, the welding current should be kept moderately low, around 20% less than that of carbon steel welding rods. The arc should not be too long, and rapid interlayer cooling is recommended, with narrow welding paths preferred.
2. When using welding rods, they should be kept dry. Titanium calcium rods should be dried at 150℃ for 1 hour, while low α-hydrogen rods should be dried at 200-250℃ for 1 hour. This prevents the rod flux from sticking to oil and other contaminants, which could increase carbon content in the weld and affect the quality of the workpiece.
3. During the welding of flat weld flange pipe fittings, repeated heating causes the precipitation of carbides, reducing the corrosion resistance and mechanical properties of the product.
4. Chromium flat welding flange pipe fittings have higher hardening after welding than American standard flanges, which are prone to cracking. If welding with the same type of chromium stainless steel welding rods (G202, G207), it is necessary to preheat above 300℃ and perform a post-welding slow cooling at about 700℃. If the welded parts cannot undergo post-weld heat treatment, then flat welding flange pipe fitting welding rods (A107, A207) should be used.
5. Flat welding flange, with appropriate addition of stabilizing elements such as Ti, Nb, Mo, etc., to enhance corrosion resistance and weldability, showing better weldability than chrome flat welding flanges. When using the same type of chrome flat welding flange electrodes (G302, G307), preheat to above 200℃ and post-weld tempering at about 800℃ is required. If the weldment cannot be heat treated, select flat welding flange pipe fitting electrodes (A107, A207).























