















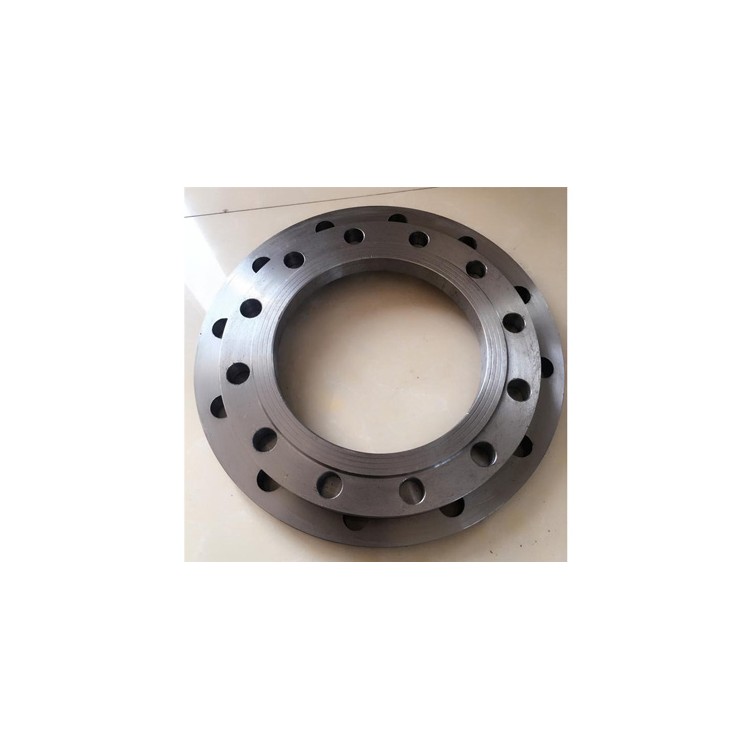




Welding flanges are a type of disc-shaped component commonly used in pipeline engineering, always used in pairs. In pipeline construction, flat welding flanges are primarily used for connecting pipes. For pipes that need to be connected, a flange disc is installed. Low-pressure pipes can use threaded flanges, while those above 4 kg of pressure require welding flanges. A sealing point is added between the two flange discs, and then they are securely fastened with bolts. Flanges of different pressures have varying thicknesses and require different types of bolts.
Forging of flat welding flanges can be divided into free forging, upsetting, extrusion, die forging, closed die forging, and closed upsetting forging. Closed die forging and closed upsetting forging have higher material utilization due to the absence of flash. Finishing of complex forgings can be achieved with a single or a few processes. The reduction in the area subjected to force in the forgings results in a decrease in the required load. However, it is important to avoid complete restriction of the billet, so strict control of the billet volume, control of the relative position of the die, and measurement of the forging are necessary to minimize die wear. The size change of forgings during low-temperature forging of flat welding flanges is minimal. Below 700°C forging, there is little scale formation, and there is no decarburization on the surface. Therefore, cold forging within the forming ability range can easily achieve good dimensional accuracy and surface finish. Proper control of temperature and lubrication cooling can also yield good precision below 700°C. Hot forging, with low deformation energy and resistance, allows for the forging of complex large forgings. To achieve high dimensional accuracy, hot forging can be performed within the temperature range of 900-1000°C. Additionally, attention should be given to improving the working environment for hot forging. Die life (hot forging: 2-5 thousand, warm forging: 1-2 thousand, cold forging: 2-5 thousand) is shorter compared to forging in other temperature ranges, but it offers greater freedom and lower costs. Flat welding flanges have certain technical requirements and parameters for production and use, which are produced and processed in a specific manner: 1. Flat welding flanges should be cut into strips along the rolling direction of the steel, bent and welded into a circular shape, forming a cylindrical surface on the steel surface. Direct machining of steel plates into flanged pipes is not allowed during the production of flat welding flanges; specific processes should be used for manufacturing and processing. 2. The steel plates used for producing flat welding flanges should undergo ultrasonic testing to ensure there are no分层 defects, guaranteeing good quality and performance. Production and inspection should meet certain quality requirements to ensure that there are no quality issues with the steel plates used in production and use.























