













Dry couplings are the core quick-connection components for sealed, drip-free loading and unloading of oil and petrochemical tank trucks, also known as dry quick couplings. Their core feature is the valve core's联动 self-sealing during insertion and removal, ensuring no medium leakage or evaporation after pipeline shutdown, thereby completely eliminating medium loss and VOCs emissions during loading and unloading processes. They are the standard components for bottom loading/unloading nozzles, aviation fuel loading/unloading, and handling of high-risk/easy-volatile media. They are widely compatible with quick connections between nozzles and tank trucks, and process pipes, distinguishing themselves from the "pipe dripping" defect of ordinary lever-type couplings, and are suitable for all conditions of normal temperature/low temperature/corrosion resistance.
Dry-type connectors are used for mating male and female ends (female end connects to鹤管/工艺管, male end connects to tank truck). The male and female end valve cores are opened/closed against each other during insertion/removal, ensuring no medium is exposed throughout. They are available in clip-on, twist-on, and pull rod styles, all featuring industrial forging structure, combining ease of operation, tight sealing, and shock resistance. They are crucial components for the petrochemical industry to achieve leak-proof loading and unloading and meet environmental standards.
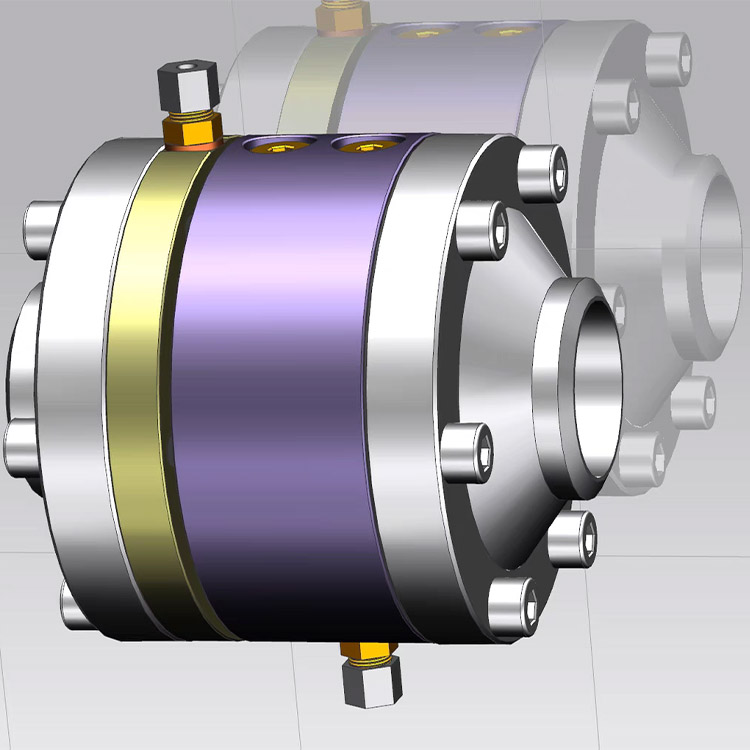
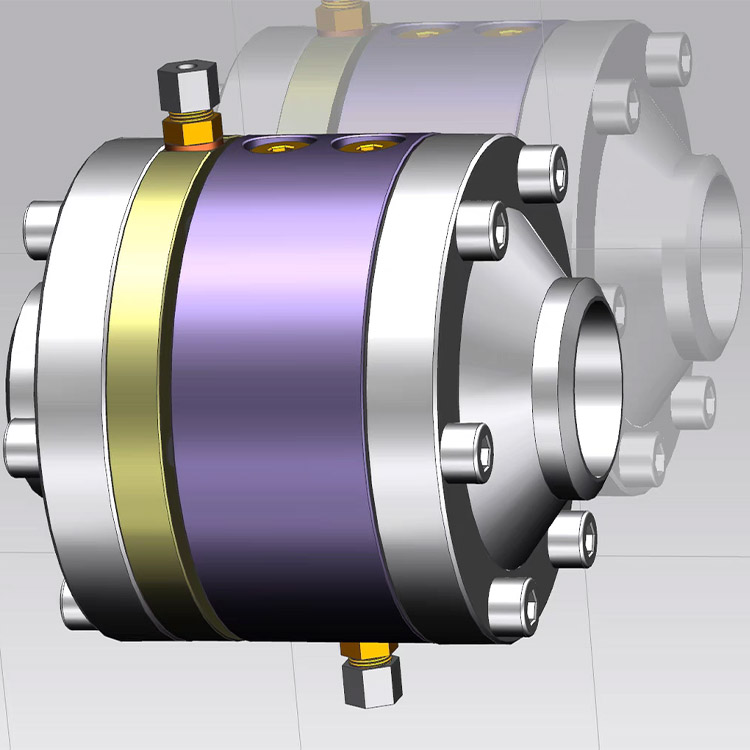
Core Structure (Yin-Yang end matching, self-sealing as the core)
Dry connectors consist of **the female end (female head)** and **the male end (male head)**, forming a symmetrical self-sealing structure. Sealing or flow is achieved through a valve core during insertion and removal, with no redundant parts, a compact structure suitable for low or high installation space of crane pipes, and a consistent core composition. The only differences are in the material and sealing components of the model for different operating conditions:
1. Negative End (Fixed End, Connected to Duckbill Pipe/Process Pipe)
Sealed Valve Core: Internally spring-loaded resettable sealing valve core, self-sealed when not connected due to the spring pressing the valve core, and opens to form a medium flow path when connected and the male end valve core pushes it open.
Locking Mechanism: Clamp / Screw / Lever-type locking components, for quick engagement with the male end, preventing detachment during loading and unloading; equipped with a locking alignment clip, ensuring reliable connection.
Sealed Structure: Main seal (medium seal) + dustproof seal + O-ring; multi-layer sealing ensures no leakage; the sealing groove is an embedded design to prevent the seal from falling off.
Connection End: Flange / Welding End, standardized fit with crane pipe / process pipe, with static grounding terminal, for static conduction with the crane pipe.
2. Positive End (Mobile End, Receiving Trailer)
Sealed Valve Core: Spring-loaded core that matches the female end, self-sealing when not connected; when connected, it aligns with the female end core and opens to provide a straight-through flow without narrowing.
Aligning Guidance: Conical guiding mouth, accommodating slot car parking offset, achieving rapid and precise alignment at both male and female ends, reducing seal surface impacts during insertion and removal.
Sealed mating surface: High-precision polished sealing surface, tightly mating with the female sealing part, no gap leakage, with wear-resistant and corrosion-resistant surface treatment.
Fixed Base: Welded to the hopper unloading port or flanged connection, it features a monolithic forging structure, offering impact resistance and no deformation.
3. General auxiliary structures
Static Conductive Spring Clip: Automatically achieves static conduction after the positive and negative terminals are connected, no additional grounding clip required, eliminating static buildup during insertion/removal or assembly/disassembly.
Dust Cap: Standard with dust caps on both male and female ends when not in use, protecting the sealing surface and valve core from dust, rain, and scratches.
Exhaust/Drain Holes: Some models feature micro-exhaust holes to expel residual media from the valve core seal cavity, preventing secondary leakage.
Core Technology Parameters (Crane Pipe Adaptation Universal Standard)
All parameters are precisely matched with the nominal diameter of the crane pipe and working pressure, featuring a full-bore design without any narrowing, suitable for the high-flow loading and unloading requirements of crane pipes. The standard bore sizes correspond one-to-one with the liquid-phase openings of the crane pipes.
Nominal Pipe Size: DN50, DN80, DN100, DN150, DN200, DN250 (mainly DN100/DN150/DN200, compatible with large flow鹤管).
Design Pressure: 1.6MPa, 2.5MPa, 4.0MPa, 6.4MPa (Standard temperature models: 1.6-2.5MPa, Low temperature/High pressure models: 4.0-6.4MPa)
Sealing Grade: Dry type with no leakage (leakage of medium during insertion and removal ≤ 0.5ml), VOCs emissions well below the national standard GB 37822-2019.
Insertion/Removal Life: ≥10,000 cycles, Seal Life: ≥3,000 cycles (high-frequency handling) / ≥5,000 cycles (normal handling)
Axial deviation alignment: ±5mm allowed (conical guide compensation, compatible with slot car parking deviation)
Static Conductive Resistance: ≤4Ω (automatically conducts after the positive and negative terminals are connected, no additional grounding required)
Connection Standard: Female flange (PN16/PN25 GB standard) / Weld neck, male end mating with standardized tank truck loading/unloading opening.
Operating Torque: Twisting type ≤200 N・m, Clamp/rod type torque-free, easy operation for one person.