












Product Description
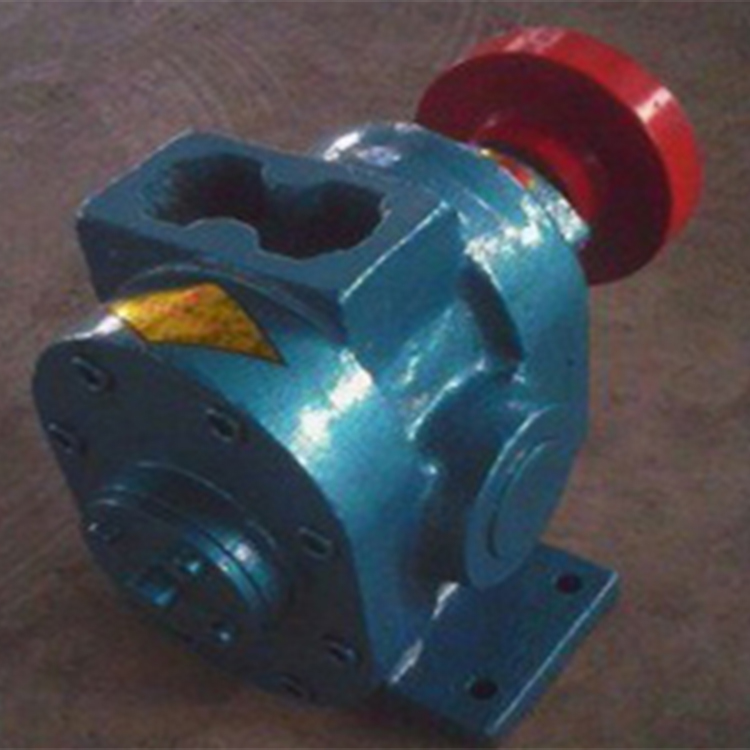
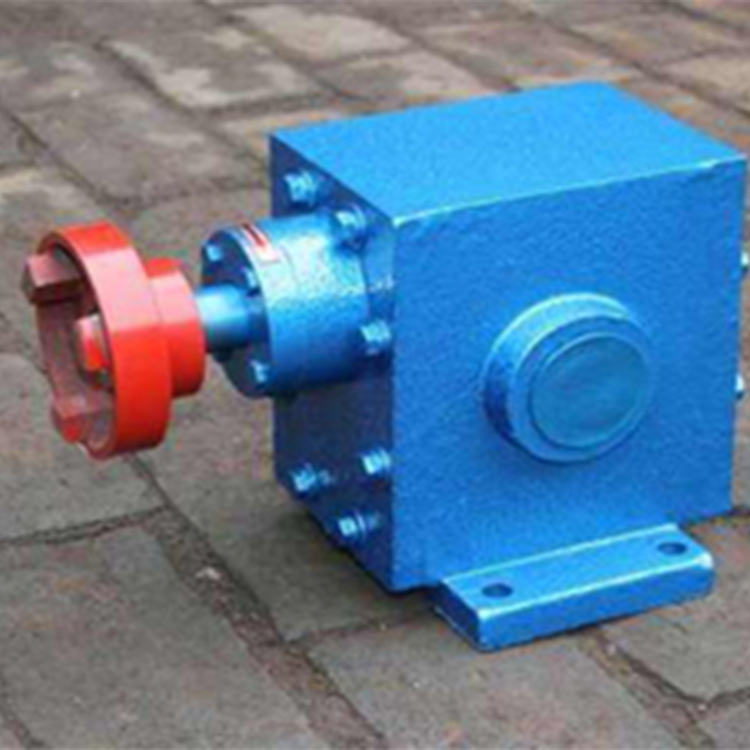
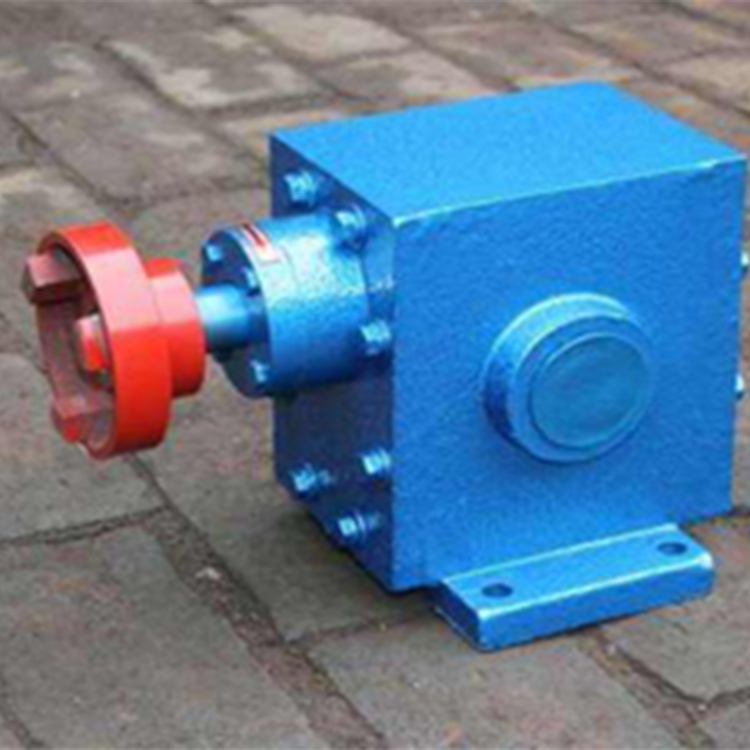
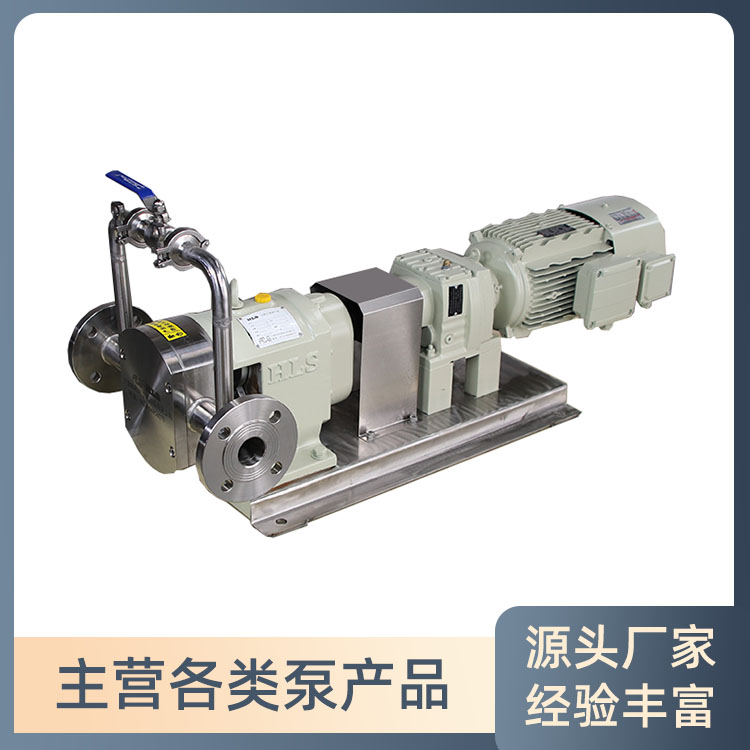
A positive displacement pump, the rotor pump features a pair of cams rotating in opposite directions within its pump chamber. Our company is committed to integrating technology development with practical applications, continuously upgrading and refining our products. Based on years of research and experience, we have determined a series of rotor pumps for various operating conditions: chemical, food, and general-purpose types, among others. Depending on the operating conditions and the medium being transported, the product utilizes the appropriate configuration. This ensures the rotor pump operates stably, efficiently, and safely across a wide range of applications, providing users with fluid transportation solutions that meet actual operating requirements.
Operating Principle
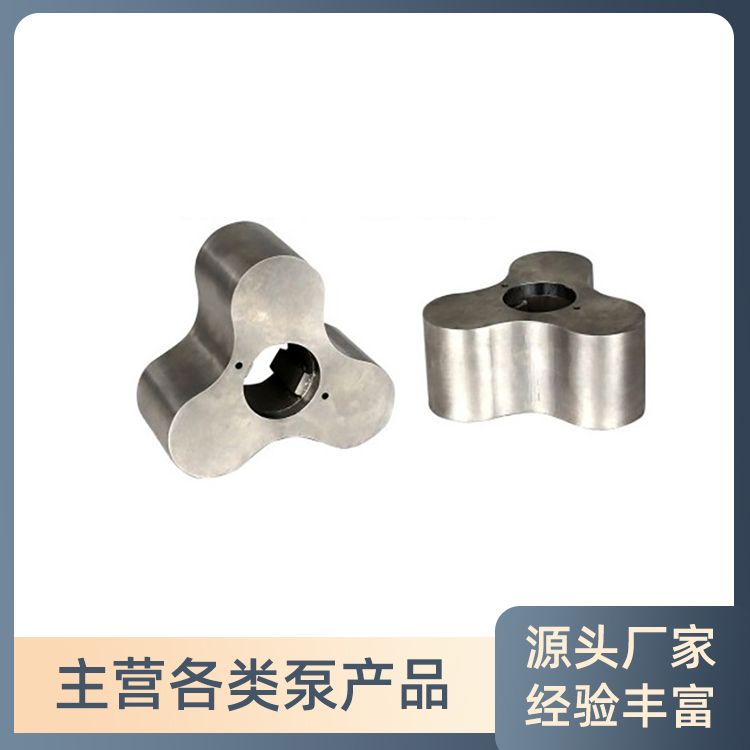
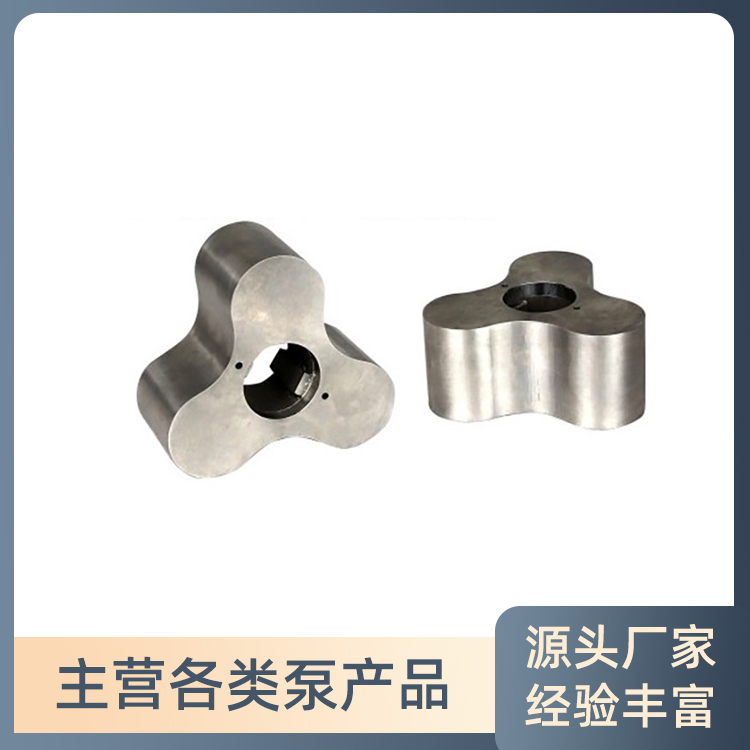
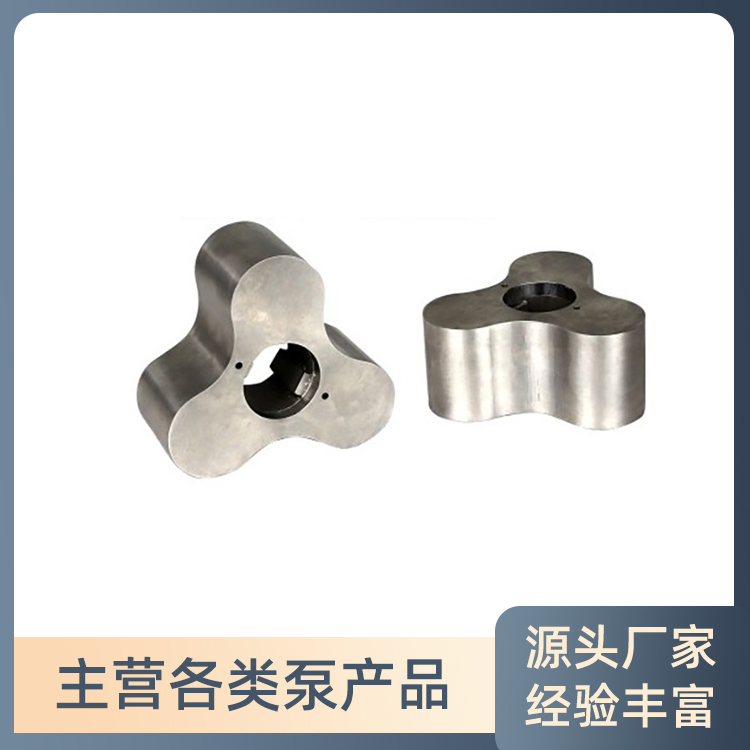
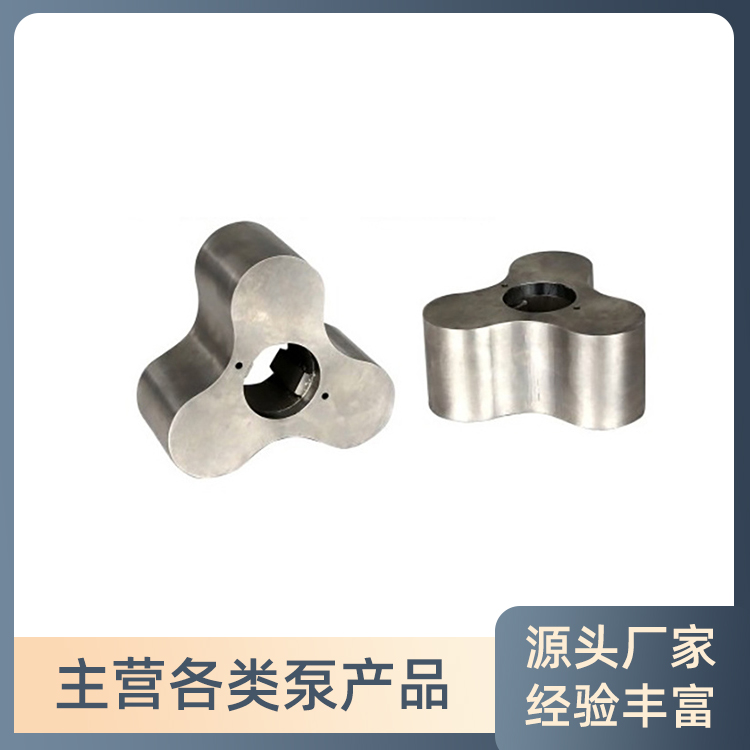
The Helix rotor pump consists of multiple chambers formed by two rotors and the pump body. When the two rotors rotate synchronously in opposite directions, the chambers work cyclically—expanding, reaching a fixed volume, and then contracting—to transport fluids. The motor and reducer drive the pump shaft, converting electrical energy into kinetic energy of the transported fluid medium. The pump flow rate depends on the volume of the working chamber and its frequency of change per unit time, and is unrelated to the discharge pressure (theoretically, and not considering the viscosity and fluidity of the material); the rotor pump, driven by a drive shaft and synchronized gears, allows two rotors to rotate synchronously in opposite directions, forming a fixed volume chamber during rotation. The chambers, respectively, produce suction (vacuum) by expanding from small to large at the inlet to intake material, and contract from large to small at the outlet to form a transport pressure, thus outputting the material. The pump's volume chamber characteristics enable efficient transport of soft, friable solid materials with large particle sizes, such as fruit-pulp-containing food materials.
Application Fields:
Fine Chemicals: Pigments, dyes, silicone oils, leather oils, various slurries, various adhesives, etc.
Food Products: Syrups, Honey, Condensed Milk, Milk, Yogurt, jams, Jellies, Fermented Rice, Meat Gravy, Tomato Juice, Ice Cream, Seasonings, Chocolate, Flour Paste, Concentrated Fruit Juices, Soy Protein, etc.
Papermaking: Filler, coating, starch paste, etc.
Textiles: PVA, polyester, artificial fibers, etc.
Product Features
Rotor and pump housing, with certain gaps between rotors, no contact and friction; no wear parts inside the pump chamber for a long service life.
No need to remove the pump from the pipeline; simply open the pump cover for online maintenance, saving time and offering convenience.
Friction-free pump cavity, low energy loss, low failure rate, reliable sealing, and low noise.
Can handle materials with high viscosity, high concentration, and soft solid particles, which have poor fluidity.
The pump's output flow can be adjusted within a certain range by changing the pump's speed, and it can be used as a general metering pump.
Available with flanged, threaded, and clamp-style connection options, directional flow can be either horizontal or vertical.
A wide variety of materials are transported.
Built-in thermal insulation and cooling structure design, excellent thermal conductivity, space-saving, and easy installation.
Configurable Sanitary Safety Valves with integrated pumps, effectively providing overpressure protection for piping systems.
Rubber rotor pumps are capable of conveying sludge, wastewater, and materials containing solid particles. For more details, refer to the rubber rotor pump introduction.
Technical Specifications