I. Current Status of Oxygen Removal Equipment:
As the descaler ages, power plant operators have discovered during its use that the dissolved oxygen level is inadequate, and the exhaust volume has increased, leading to higher energy consumption. There is a difference in working pressure between the descaler's water tank and the descaler head (the water tank's pressure is slightly higher than the descaler head's pressure), and the operation is unstable. The descaler head may experience noticeable vibration, and the dissolved oxygen in the outlet water may exceed the standard (the national standard for low-pressure descaler is 15 micrograms per liter), sometimes reaching 50 micrograms per liter. The equipment's long-term operation efficiency is low, affecting the safe and economic operation of the main engine and boiler.
II. Issues with Standard Deaerators:
The deaerator is a device designed to remove dissolved air and oxygen from water, while also serving as a mixed-type heat exchanger, combining the functions of heating and storing boiler feed water. The steam used for heating directly exchanges heat with the feed water within the deaerator, raising the feed water to the saturation temperature at working pressure. This allows the non-condensable gases in the deaerator to escape from the feed water, and the escaping gases, carrying a small amount of steam, are discharged through the exhaust port.
In the widely used series of deaerators in our country, the spiral film type thermal deaerator is one of them. Water is jetted through the membrane holes to the tube wall, forming atomized water droplets as it descends. These droplets overlap with each other and come into contact with the upward heating steam, preheating. Due to the large and even contact area, the water and steam can be thoroughly mixed and heated, with some non-condensable gases escaping. The deaerator's effect and heat transfer efficiency are somewhat superior to that of the spray plate type and spray packing type deaerators. However, there are still many issues with the spiral film type deaerator during operation.
Under normal operating conditions, it generally meets the usage requirements; however, it is challenging to achieve the original deoxygenation effect during varying conditions, particularly at low operating conditions.
(2) The deaerator is operating at its rated working pressure, yet the outlet water temperature is below the saturation temperature at this pressure, making it difficult for oxygen and other non-condensable gases in the water to precipitate.
(3) To address the issues mentioned in item 2, it is often necessary to increase the steam volume during operation, which subsequently raises the pressure in the deaerator. To maintain the deaerator's pressure, the steam exhaust from the upper outlet must be increased, which, in turn, wastes steam resources and is not conducive to energy conservation and consumption reduction.
(4) After a long period of operation, the packing layer may deform and fall off due to the impact of steam and water, losing its operational elasticity. This reduces the heat exchange surface area between steam and water, while also increasing the resistance, which prevents the oxygen-removing unit from achieving sufficient internal pressure, significantly affecting its deoxygenation efficiency.
(5) Short water-vapor heat exchange process, high steam consumption, uneconomical, unstable operation, and oxygen content exceeding standard.
Section 3: Structure and Performance of Oxygen Removal Units with Rotating Membrane Improvement (Patented Technology)
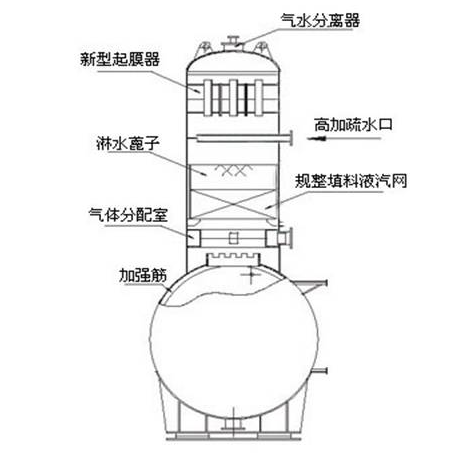
1. Improved Rotating Membrane Oxygen Removal Unit Structure:
The heat and mass transfer mechanism of the improved oxygen removal membrane tube with a rotating film differs from the existing liquid injection, atomization, and bubble-up types. It primarily integrates three heat transfer methods—jet through a rotating film, suspended bubble, and a combination of the two—into one. It boasts high thermal efficiency, with significant heat absorption and decomposition capabilities; transforming natural film flow into a strong film flow increases the film renewal rate and creates a strong rotation along the tube wall, drawing in a large amount of steam to enhance heat and mass transfer. The opposite bubble-up is replaced with suspended bubble-up, which maintains a high steam velocity in the layer, preventing splashing and keeping the gas channel open. By condensing the three separate heat and mass transfer devices into one, all are completed within a single unit component. Due to its high efficiency and unique functions, it has surpassed the technical performance of existing oxygen removal devices.
Through numerous trials, analyses, and modifications, we have repeatedly improved the internal components of the spiral membrane thermal deaerator's deaerator head, resulting in specific implementation methods for deaerator modification. After the deaerators at the power plant were modified according to this plan, the deaeration effect was excellent. Our new water film deaerator (an improved spiral membrane type) is a completely new structure deaerator that has been researched and promoted over the past decade. It addresses the deaerator efficiency issue of high dissolved oxygen in feedwater at low inlet water temperatures and frequent changes in operating conditions, catering to the needs of heating and peak load units.
2. Enhanced Oxygen Remover with Spiral Membrane Performance:
The Rotating Film Improved Oxygen Remover is a replacement product for the spray filling and rotating film types, combining the benefits of various oxygen removal systems and deeply optimizing the design. It first replaces the exhaust baffle with an efficient steam-water separator, significantly reducing the water and heat loss in the exhaust, with the exhaust volume controlled below 1‰ (5‰ for spray type, 3‰ for rotating film type).
The five-level deaeration principle of the new deaerator ensures a high deaeration efficiency during normal equipment operation. The出水 solubility of oxygen in the low-pressure deaerator can be maintained below 15 micrograms per liter over a long period. Additionally, the excess deaeration space allows the deaerator to operate significantly beyond its rated capacity (typically designed at 50% of rated output, but can be custom-designed as requested) or in low-temperature (low-pressure) feedwater operation (i.e., running in full make-up water state).
The new oxygen scavenger has been in operation in the market for nearly a decade, with over a hundred manufacturers改造ing and over 500 units of equipment in use. It is widely recognized as the updated and upgraded product for the dripping plate, spray, and rotating film oxygen scavengers.
3. Key Features of the Improved Spiral Membrane Oxygen Removal Unit:
Stable operation, high deoxygenation efficiency, excellent adaptability to load changes, and the dissolved oxygen in water can reach the boiler water and steam quality standards (high pressure: 7 micrograms/liter, low pressure: 15 micrograms/liter or less) within a short period (usually about half an hour). Additionally, it is not stringent in terms of water quality and temperature requirements.
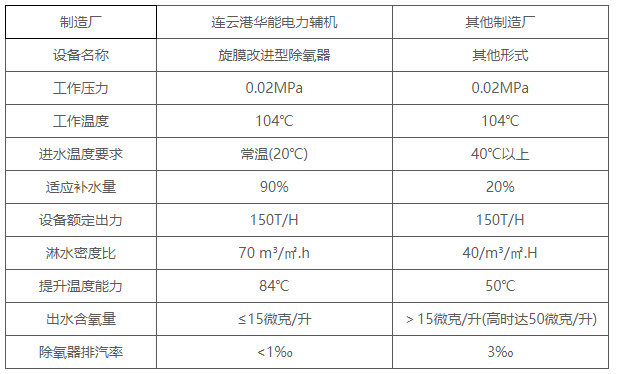
Section 4: Technical Analysis and Comparison
Comparison of Oxygen Remover Performance with Other Forms
V. Renovation Process and Timeline:
1. Remove the original deaerator head and replace it with a spiral membrane improved deaerator head, or dismantle the interior of the original deaerator head and install the new deaerator interior.
2. Connect the original steam and water intake pipes according to the layout requirements of the new deaerator.
3. The engineering modification will take approximately 5 days.
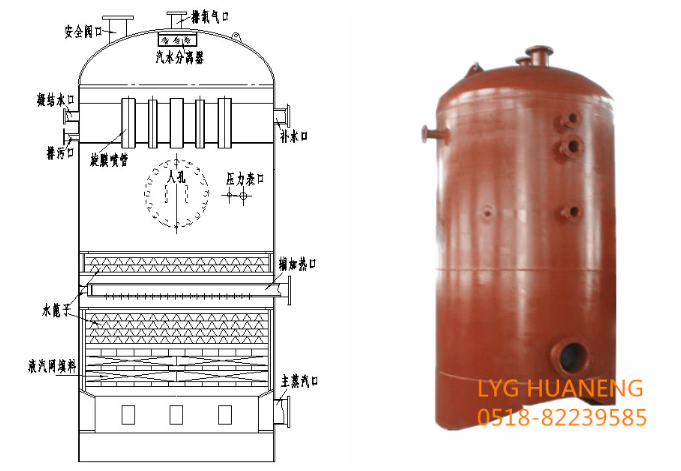
Appendix: Internal structure diagram of the improved spiral membrane deaerator
VI. Expected Results After Renovation:
1. Dissolved oxygen in the effluent can be controlled within the national standard range of ≤15 micrograms per liter.
2. Eliminate the phenomena of differing oxygen-removal head and water tank pressure, as well as abnormal vibration of the oxygen-removal head, during the operation of the original oxygen-remover.
3. Steam-water separation efficiency at exhaust port reduced from the original 3‰ to less than 1‰, significantly improving economic efficiency.