












一、工程概况与施工准备
1. 工程目标
通过精准开孔与专业安装,确保码头护舷(如橡胶护舷、聚氨酯护舷等)牢固固定,实现船舶停靠时的防撞缓冲功能。
2. 前期准备
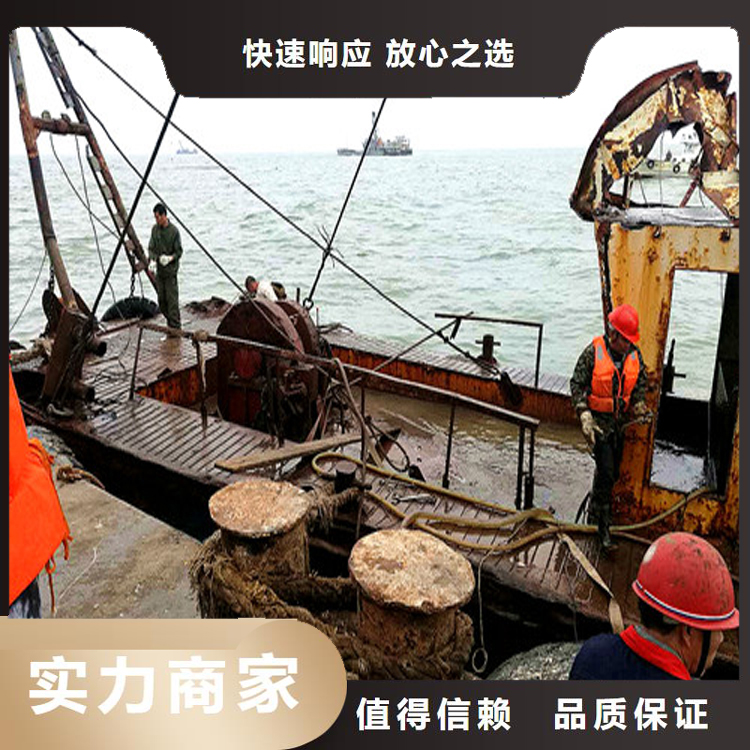
○ 现场勘察:确认码头结构类型(混凝土、钢结构等)、护舷安装位置及环境条件(潮汐、水位变化等)。
○ 材料检查:核对护舷型号、尺寸及配件(螺栓、垫圈、链条等),确保符合设计要求。
○ 设备准备:配备开孔工具(如工程钻机、水刀切割机)、测量仪器(激光测距仪、水平仪)及安全防护装备。
二、专业开孔作业流程
1. 定位放线
○ 依据设计图纸,使用全站仪或激光定位仪标记开孔中心点,误差控制在±5mm内。
○ 考虑护舷安装角度(水平、垂直或倾斜),在码头结构表面画出开孔轮廓线。
2. 开孔工艺选择
○ 机械钻孔:适用于混凝土、钢板等硬质材料,选用直径匹配的钻头,分层钻进并清理碎渣。
○ 水刀切割:对复杂形状或特殊材质(如复合材料)适用,切割精度高且无热损伤。
○ 预留孔修正:若设计有预留孔,需检查孔径、垂直度,必要时进行扩孔或修补。
3. 开孔操作要点
○ 钻孔深度控制:按护舷安装螺栓长度+10mm余量设定钻孔深度,避免穿透结构层。
○ 防偏移措施:使用导向装置或定位模板,防止钻头偏移。
○ 孔壁处理:清除毛刺、粉尘,确保孔壁平整垂直,便于螺栓紧固。
三、护舷安装与固定
1. 安装顺序
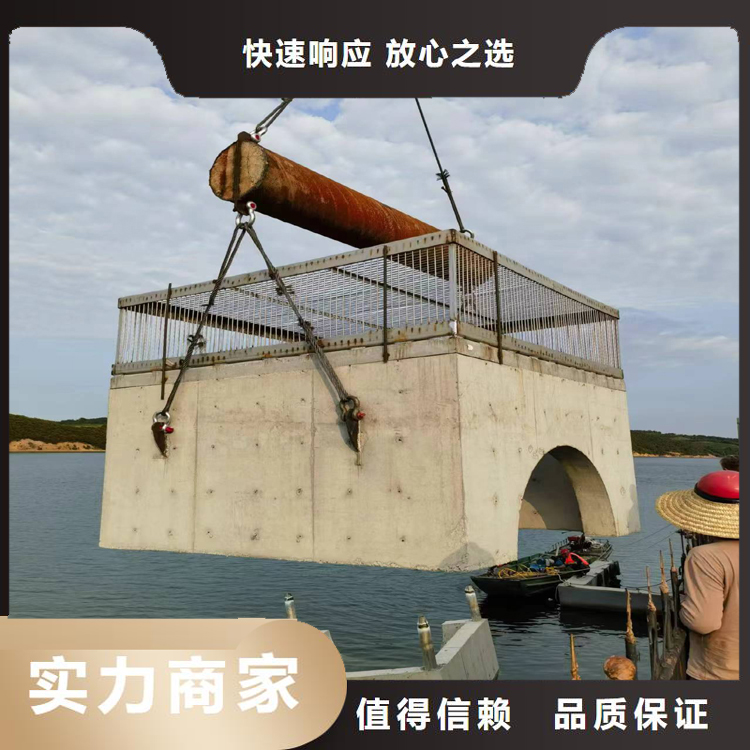
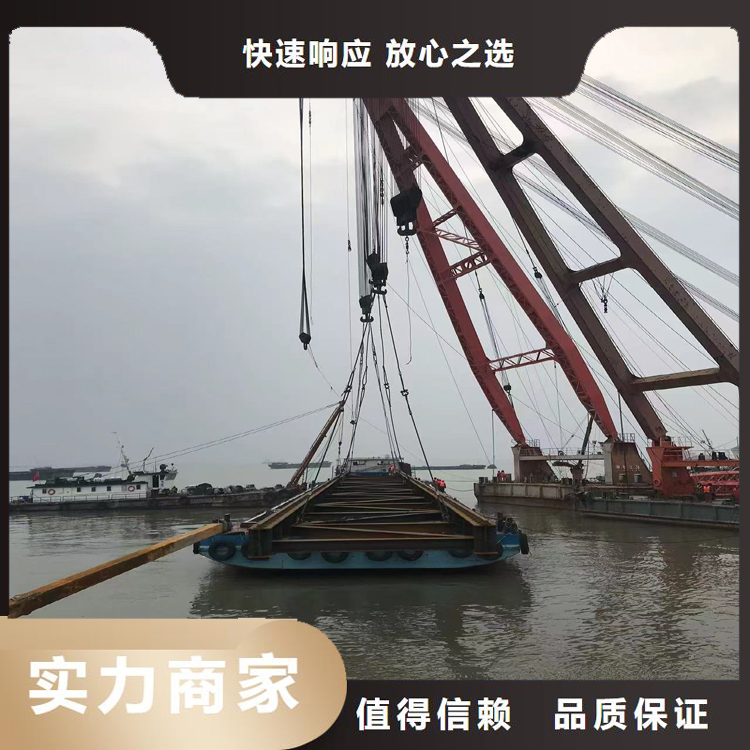
○ 将护舷吊装至指定位置,初步对准开孔。
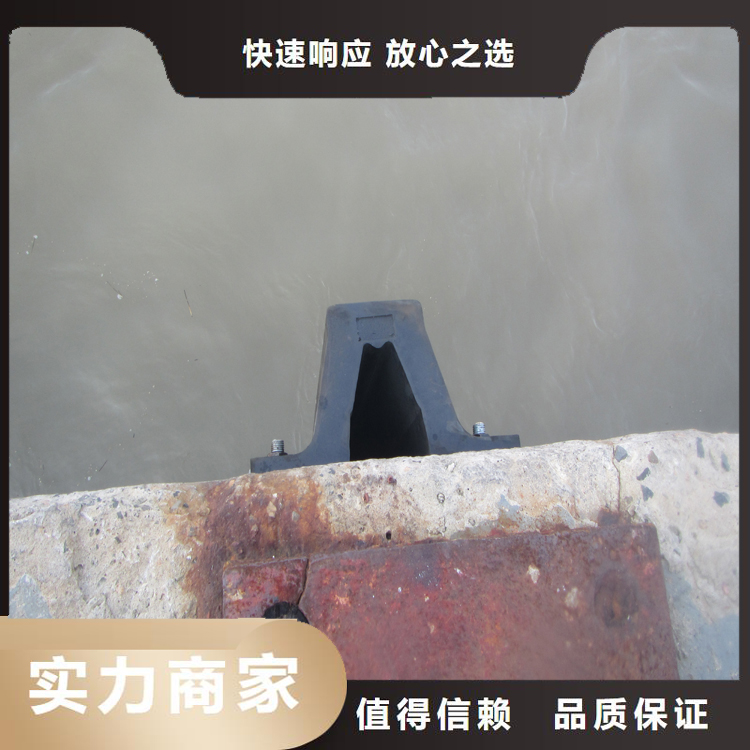
○ 插入螺栓并用手动扳手预紧固,检查护舷与码头接触面是否平整。
○ 使用扭矩扳手按设计参数(如M24螺栓扭矩≥200N·m)分阶段紧固,避免应力集中。
2. 特殊护舷安装技术
○ 漂浮式护舷:需同步安装浮筒或链条悬挂系统,确保护舷随水位变化自由浮动。
○ 超大型护舷:采用分段吊装+现场拼接方式,使用专用卡扣或焊接固定。
3. 配件安装
○ 安装防撞条、警示标识等附件,确保护舷功能完整。
○ 对橡胶护舷,检查充气压力或聚氨酯护舷的密封性,确保无漏气、裂纹。
四、质量控制与验收标准
1. 关键检查项
○ 开孔位置偏差:≤10mm。
○ 护舷安装垂直度:≤3°(使用水平仪测量)。
○ 螺栓紧固扭矩:符合制造商要求,并记录数据。
○ 护舷表面平整度:无凹凸变形,与码头接触紧密。
2. 验收测试
○ 进行模拟撞击试验,验证护舷缓冲性能。
○ 对水下安装护舷,需潜水员或ROV(水下机器人)检查固定状态。
五、安全措施与注意事项
1. 高空/临水作业防护
○ 设置安全护栏、救生圈及警示标志。
○ 作业人员佩戴安全带、防滑鞋,避免坠入水中。
2. 设备操作安全
○ 钻孔、切割设备由专人操作,定期检查电缆、刀具状态。
○ 使用电动工具时,配备漏电保护器。
3. 潮汐应对措施
○ 避开高潮位施工,必要时搭建临时围堰。
○ 对漂浮式护舷,安装后需测试抗浪能力。
4. 环保要求
○ 废弃物(如混凝土碎渣、废机油)分类回收,避免污染水域。
六、常见问题与处理
1. 开孔偏移:重新定位后扩孔,或使用膨胀螺栓补救。
2. 护舷安装后松动:检查螺栓扭矩,补充垫片或更换高强度螺栓。
3. 水下安装困难:采用潜水员配合或水下机器人辅助作业。
七、总结
码头护舷安装专业开孔需严格遵循定位→开孔→安装→验收的流程,通过精准施工与质量控制,确保护舷长期稳定运行,保障码头与船舶安全。










 冀公网安备13010402003046号
冀公网安备13010402003046号




