









Comprehensive Analysis of Food Grade Seals
I. Definition
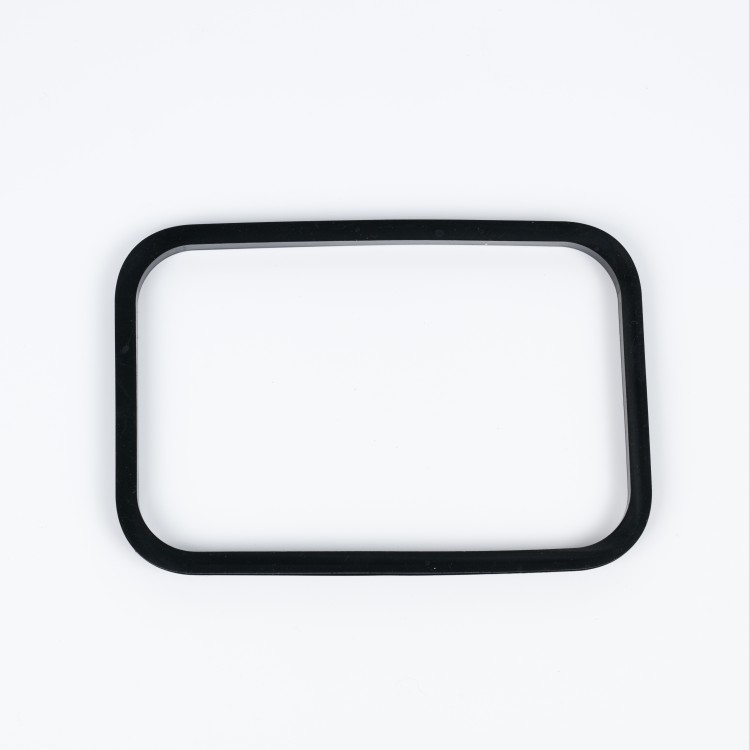
Food-grade sealing rings are sealing elements mainly made of silicone (SILICONE), fluororubber (FKM), or PTFE, which must comply with food safety standards such as GB 4806.1-2016. They feature non-toxicity, tastelessness, high-temperature resistance, and resistance to chemical media, and are suitable for food processing equipment, packaging machinery, and baby and maternal products.
Section 2: Core Performance Requirements
Safety:
Silicone rubber is certified by FDA 21 CFR 177.2600, contains no migrating harmful substances, and is suitable for direct contact with food.
PTFE seals can be continuously used at 200℃ for 24 hours without thermal aging, preventing the release of toxic substances at high temperatures.
Thermal resistance:
Silicone rubber can withstand long-term temperatures of 150°C and short-term temperatures of up to 230°C (e.g., pressure cooker seals).
Fluororubber maintains a hardness change (Shore A) of ≤10% at 250°C, ensuring密封stability.
Chemical Resistance:
Fluorinated rubber exhibits less than 3% swelling rate with vegetable oils, suitable for environments processing oil-containing food products.
PTFE can withstand strong corrosive mediums such as 98% concentrated sulfuric acid and 40% sodium hydroxide.
Section 3: Typical Application Scenarios
Food Processing Equipment
Silicone sealing rings are used for baking mold and pressure vessel flange sealing, withstanding a steam environment up to 150℃.
PTFE gaskets are used for the reaction kettle in jam production lines, offering resistance to fruit acid corrosion and a service life of over 500 hours.
Home Appliances:
Silicone seals for rice cookers and air fryers, with a temperature resistance of up to 230°C and anti-torsion deformation resistance.
Coffee machine fluororubber sealing, prevents high-temperature oil leakage.
Packaging Machinery
PTFE dynamic sealing rings for liquid filling machines reduce friction resistance by 20%, enhancing filling efficiency.