





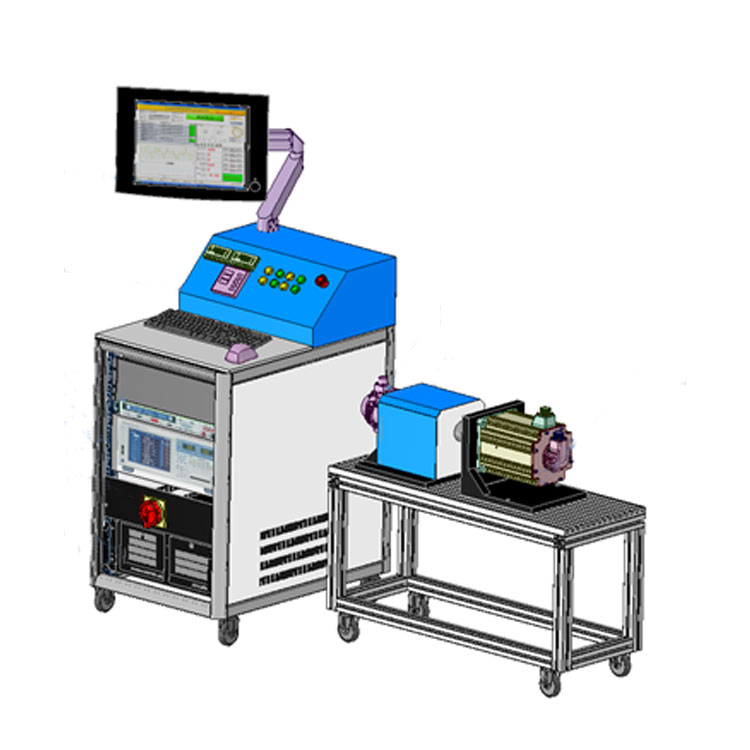



The system's advantage lies in the fact that one test station can be used for testing two inverters, significantly enhancing work efficiency and reducing corporate costs. This system is an automatic function detection and load-bearing system for a domestic inverter manufacturer, used for pre-manufacture inspections of inverter products to ensure each unit meets quality standards before leaving the factory. The system employs an electric motor drag platform to connect the product with the auxiliary inverter through an energy feedback unit, promptly reflecting electrical energy back into the grid, thereby greatly reducing corporate energy consumption. It not only achieves the required product testing level but also boasts very high system stability. The system utilizes a supervisory control and data acquisition (SCADA) software through TCP/IP to communicate with a 485 server, controlling various execution mechanisms and auxiliary inverters, ensuring stable and efficient operation. The software is easy to operate and understand, suitable for production line staff, requiring only brief training to master. Additionally, it supports remote operation and real-time modification of customer-improvement projects.

Test Items
Product 24V detection
Product 10V Detection
Product logic function terminal testing
Product Relay Testing
Product Digital Terminal DO1 FM Detection
Product Analog Input Terminals AI1, AI2, AO Detection
Bus voltage detection
Full Load and Load Testing
1.2x Load Test
System Functionality
Product Communication Monitoring Function
Manual tuning function
System Configuration
Automatic tuning feature
Power Switching Function