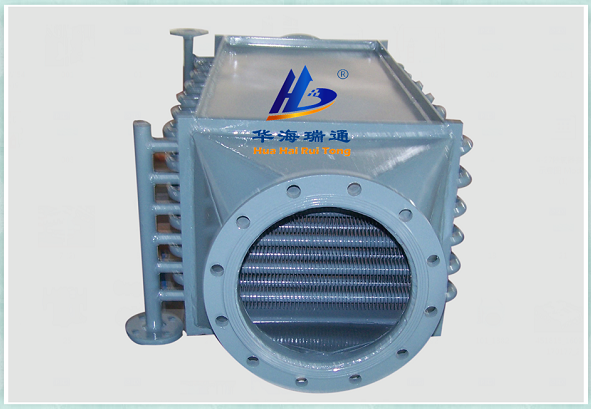






















Condensate Recovery Units are used for recovering condensate from various steam-water heat exchangers or production process flows. Condensate is high-quality water and contains a significant amount of thermal energy, making its recovery in steam heating systems a crucial measure for energy and water conservation.
Product Features
High-temperature condensate, if directly pumped, can cause cavitation due to the vacuum formed before the pump, leading to erosion. In severe cases, it may burst due to the sudden expansion of gases, damaging the pump. Therefore, the traditional method of condensate recovery is to cool it down before pumping. This prevents the utilization of the substantial thermal energy in the condensate and, as untreated cold water is mixed in, it worsens the water quality, necessitating additional water treatment. The condensate recovery unit is designed with measures to eliminate cavitation, ensuring the pump can directly pump high-temperature condensate without cavitation occurring.
Working Principle
It resolves the cavitation issue of the pump through a pressure-regulating device within the tank, an air-eroding elimination device, and a specially designed pump, achieving a complete closed-loop recovery of high-temperature condensate and high-energy secondary steam, while reducing the volume of the condensate collector. The use of an automatic control system ensures timely recovery of condensate, minimizes energy waste, and eliminates oxygen corrosion and secondary steam.
Product Features
1. Energy-saving and cost reduction, minimizing operational expenses
High level of automation, suitable for various working conditions
3. Energy-saving and environmentally friendly, enhancing environmental quality
4. Erosion-resistant; extended equipment and pipeline lifespan
5. One-piece design, easy to install, highly adaptable