




















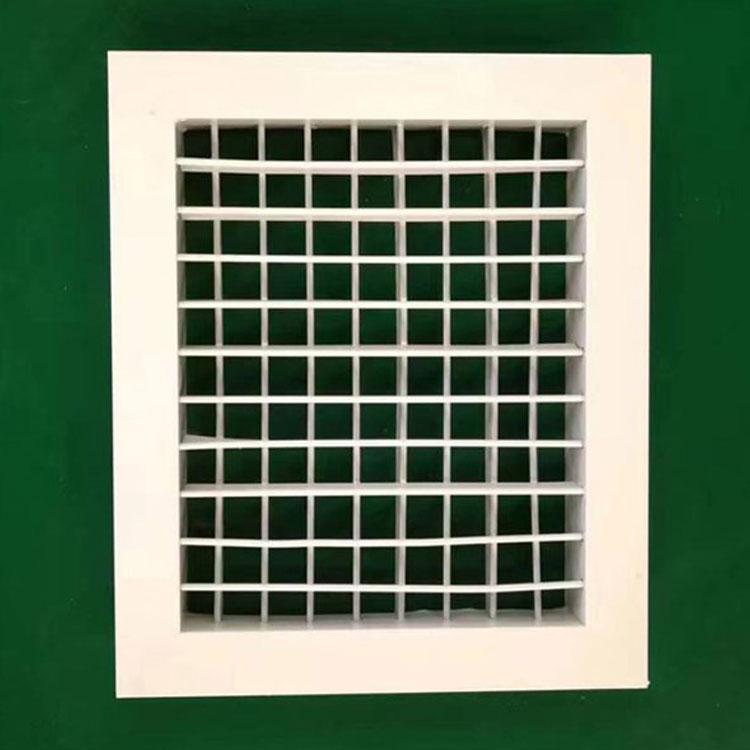

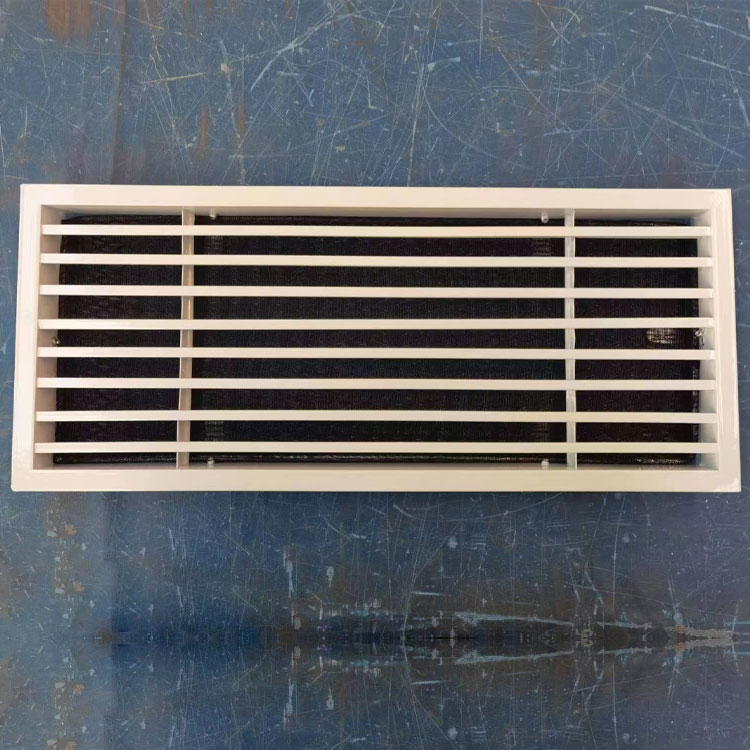

The modular air conditioning unit can cool, dry, heat, humidify, filter, and purify air, and also features noise reduction capabilities. It is widely applicable in scenarios requiring centralized air treatment such as shopping malls, hotels, office buildings, stadiums, as well as in air purification environments for cigarette manufacturing, food processing, and precision instrument production.
The features of the modular air conditioning unit include:
1. Unique combination design, featuring independent manufacturing of functional sections such as mixing, filtration, cooling, heating, humidifying, silencing, and fan sections. These sections are then combined based on varying application requirements, from general comfort air conditioning to stringent cleanroom environments for integrated circuits. The height and width of the modular air conditioning units can be flexibly selected to meet the on-site requirements for unit dimensions. They can be shipped in components for assembly on-site.
2. The coiled tube uses an imported copper tube aluminum fin heat exchanger production line, ensuring high heat exchange efficiency with low air and water resistance. Options include steel tube coiled around aluminum fins and steel-aluminum composite pipes. The fan employs a domestic KF series central air conditioning dual-inlet centrifugal fan, known for its high efficiency, low noise, and wide pressure head range. The motor is selected and installed within the fan section to isolate it from airborne dust, allowing it to operate in a clean and low-temperature air environment, effectively reducing motor energy consumption and extending its lifespan. Humidifiers such as dry steam humidifiers, high-pressure spray humidifiers, and wet film humidifiers can be configured, offering high humidification efficiency and energy-saving features.
3. The modular air conditioning unit employs a reinforced aluminum alloy frame structure, connecting the units into a solid whole with high-strength angle joints. It also features reasonable intermediate supports, ensuring even load distribution for the modular air conditioning unit, thereby guaranteeing it does not deform under high pressure. The cabinet panels consist of double-layer wall panels, with the inner layer being galvanized steel plate and the outer layer being colored composite steel plate. In between, a 30 to 50mm thick non-fluorinated polyurethane foam is used as insulation material, boasting low thermal conductivity and excellent waterproof and heat-insulating properties. The internal design of the wall panels includes reinforcing structures for enhanced rigidity and durability. Insulation protection is used between the aluminum alloy panels and frames, completely eliminating cold bridges, with minimal air leakage and good sealing. The overall structure is innovative, with high rigidity, light weight, and easy assembly and disassembly.
4. Vibration-proof fans and motors are mounted on spring shock absorbers, and the fans and outlets are connected with soft hoses, effectively isolating the motor, fan, and other parts of the air conditioning unit to eliminate vibration transmission. The fan shaft and impeller are tightly matched, with all impellers undergoing static and dynamic balance correction for smooth operation.
5. The modular air conditioning unit is equipped with a specially designed service door for easy access for maintenance; the condensate pan is treated with anti-rust protection; the housing is removable, allowing for the removal of all components for repair without compromising the integrity of the housing. Included is the unit configuration sheet.


























