














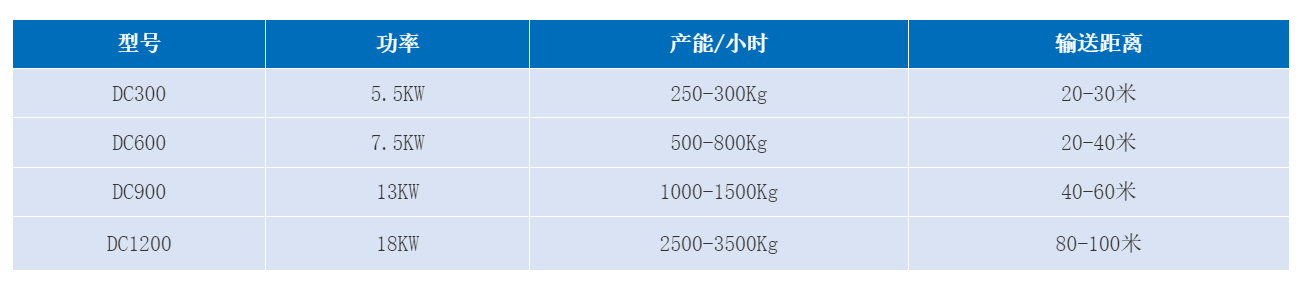
Technical Specifications
Overview
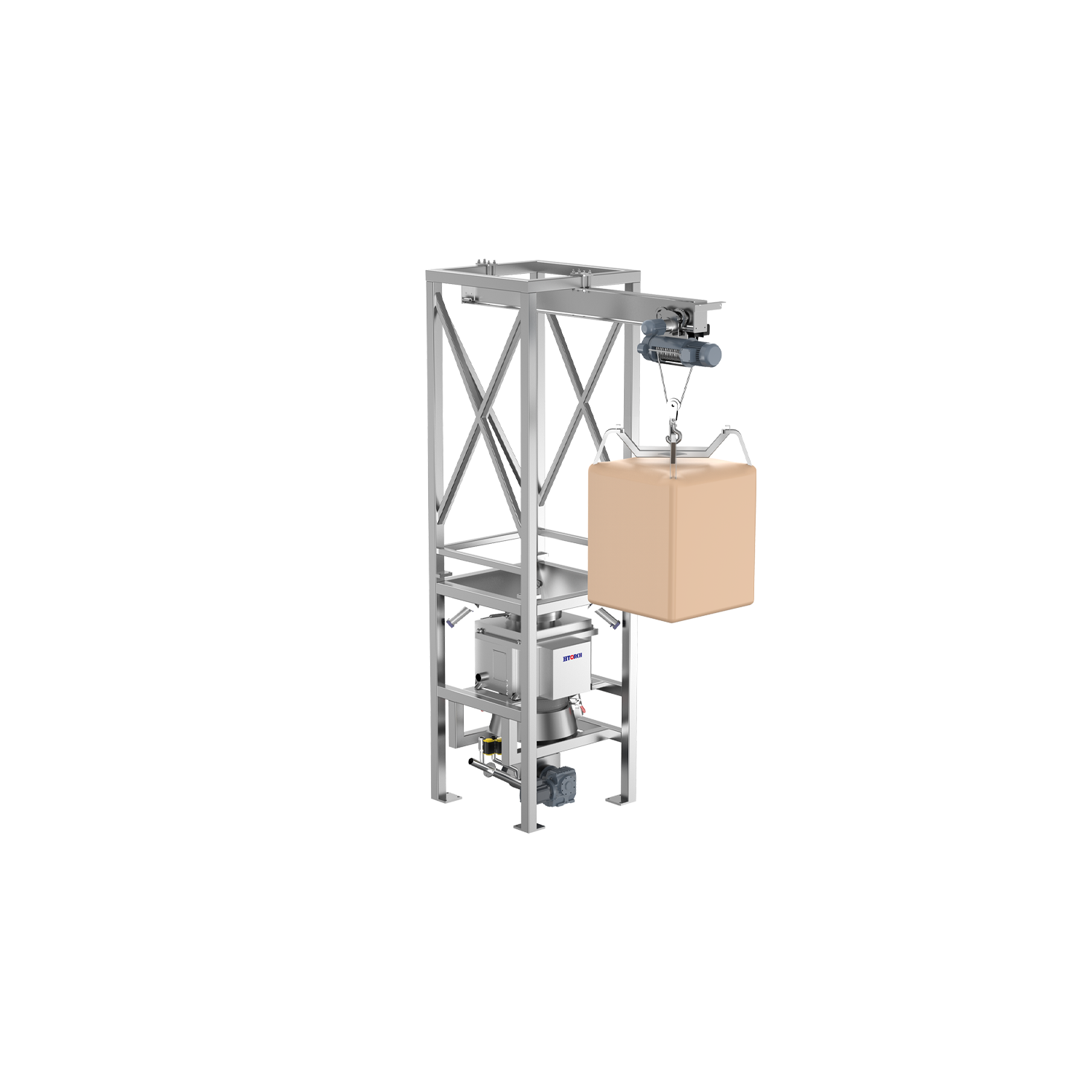
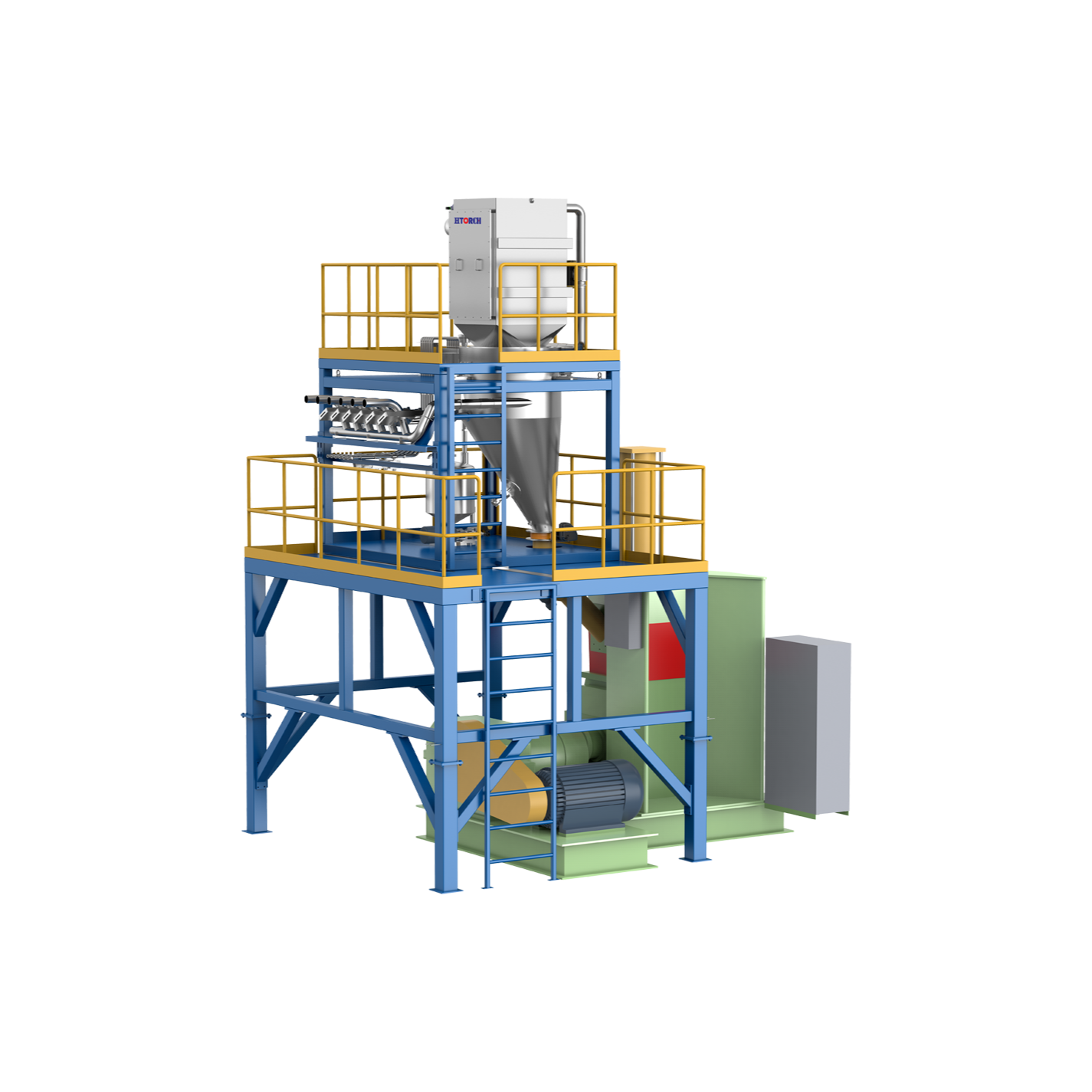
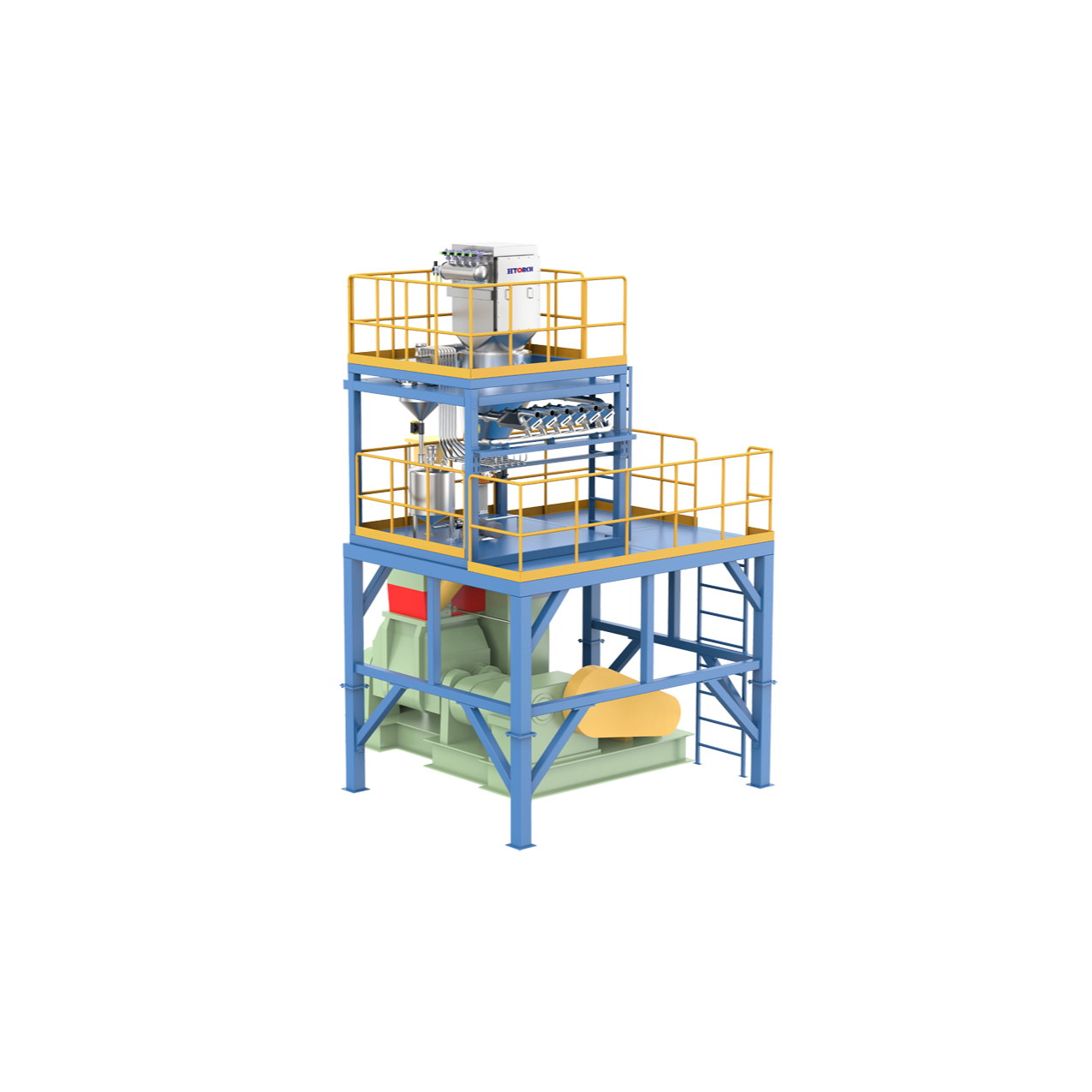
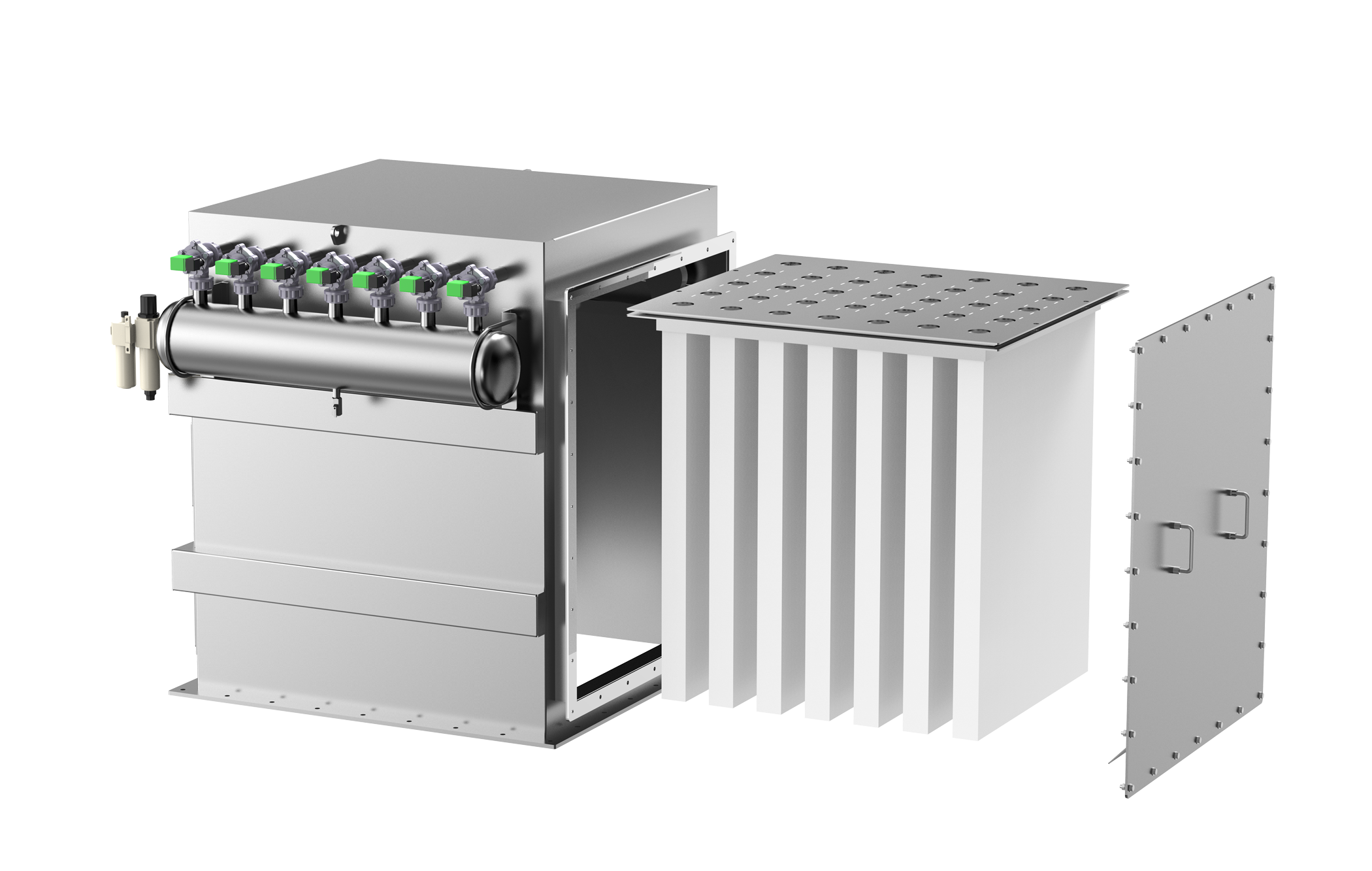
The vacuum conveying machine utilizes a negative pressure airflow generated by vacuum equipment to transport materials to the designated storage bin, separating air from materials within the filter bin. Materials fall automatically due to gravity and are collected in the storage bin.
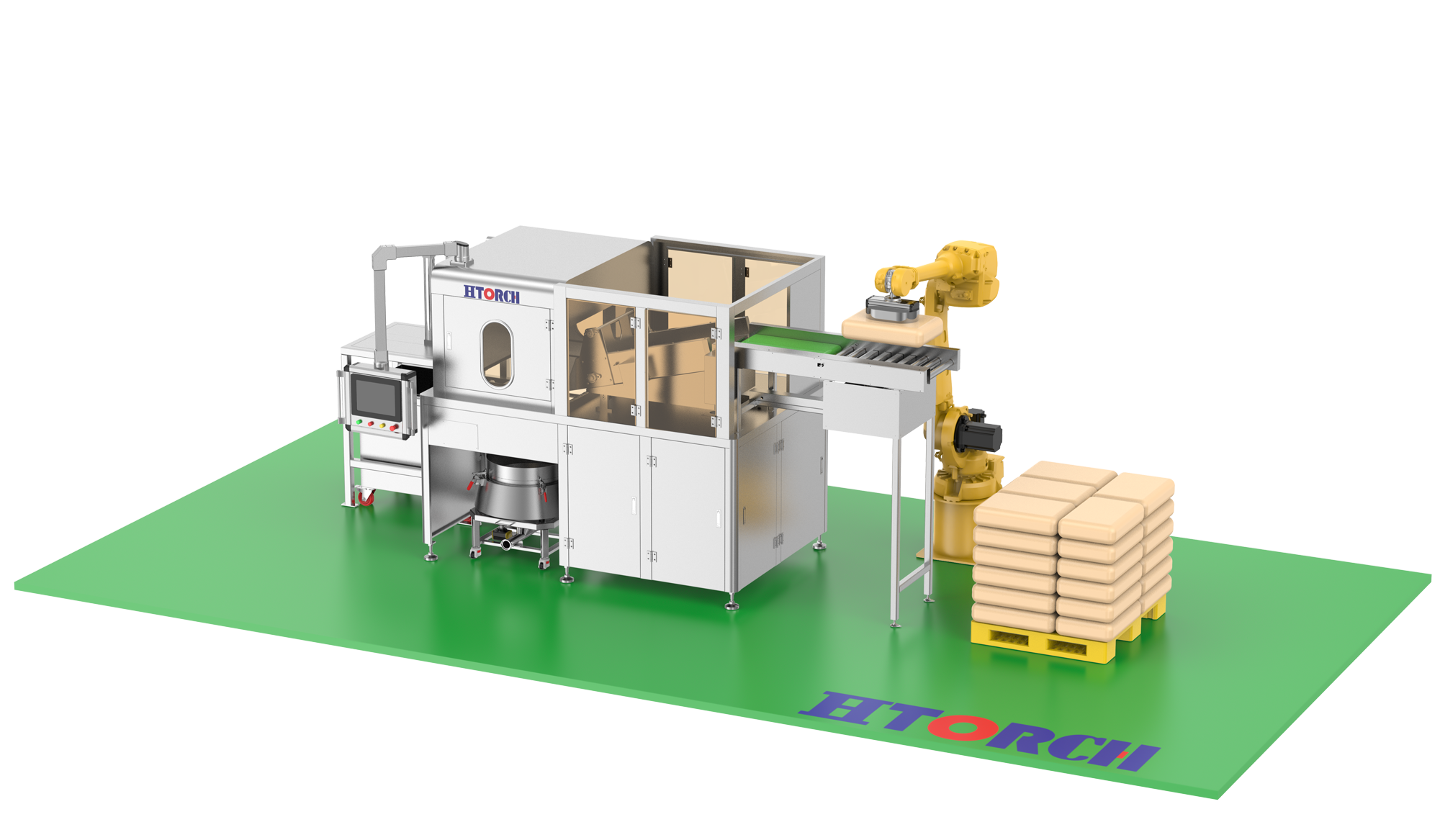
Suitable for industries such as food, pharmaceuticals, feed, fine chemicals, lithium batteries, and new materials, including flour, milk powder, food additives, white sugar, salt, and pharmaceutical raw materials.
Product Features
★ High reliability design and special technology ensure low failure rate and long service life.
★Film-type filter, prevents powder clogging and wear
★Completely resolves dust stratification issues while efficiently eliminating material static electricity, ensuring high-quality material.
★ Push-pull structure for easy bag replacement