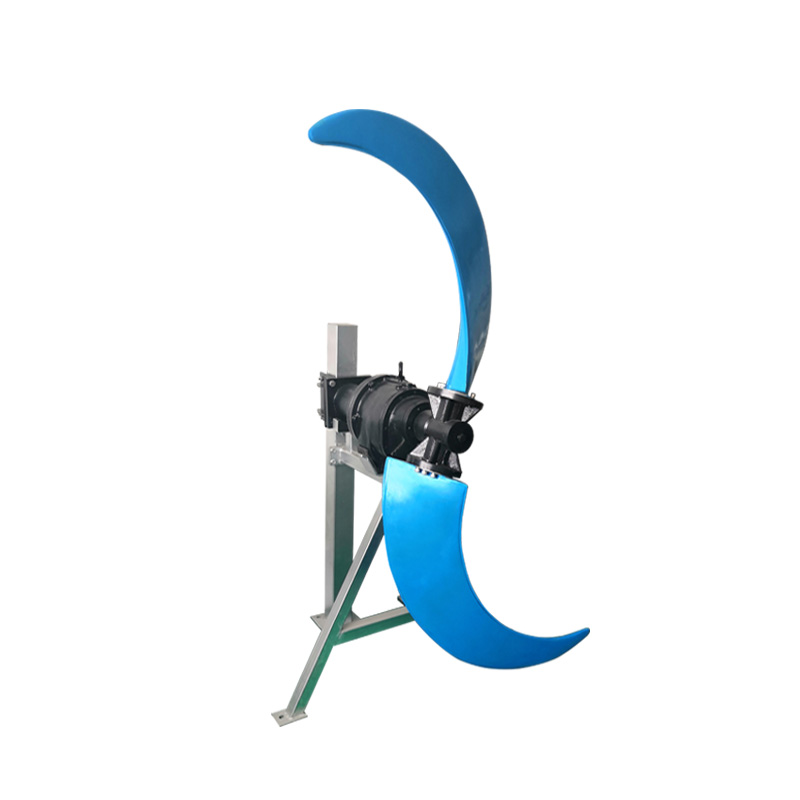










The working principle of the tower reactor is to design it as a contact reaction between atomized liquid and gas, or a gas microbubble bubbling agitation style, with multi-layer and diverse agitation combinations to maximize energy savings, enhance gas-liquid contact, and ensure reaction stability.
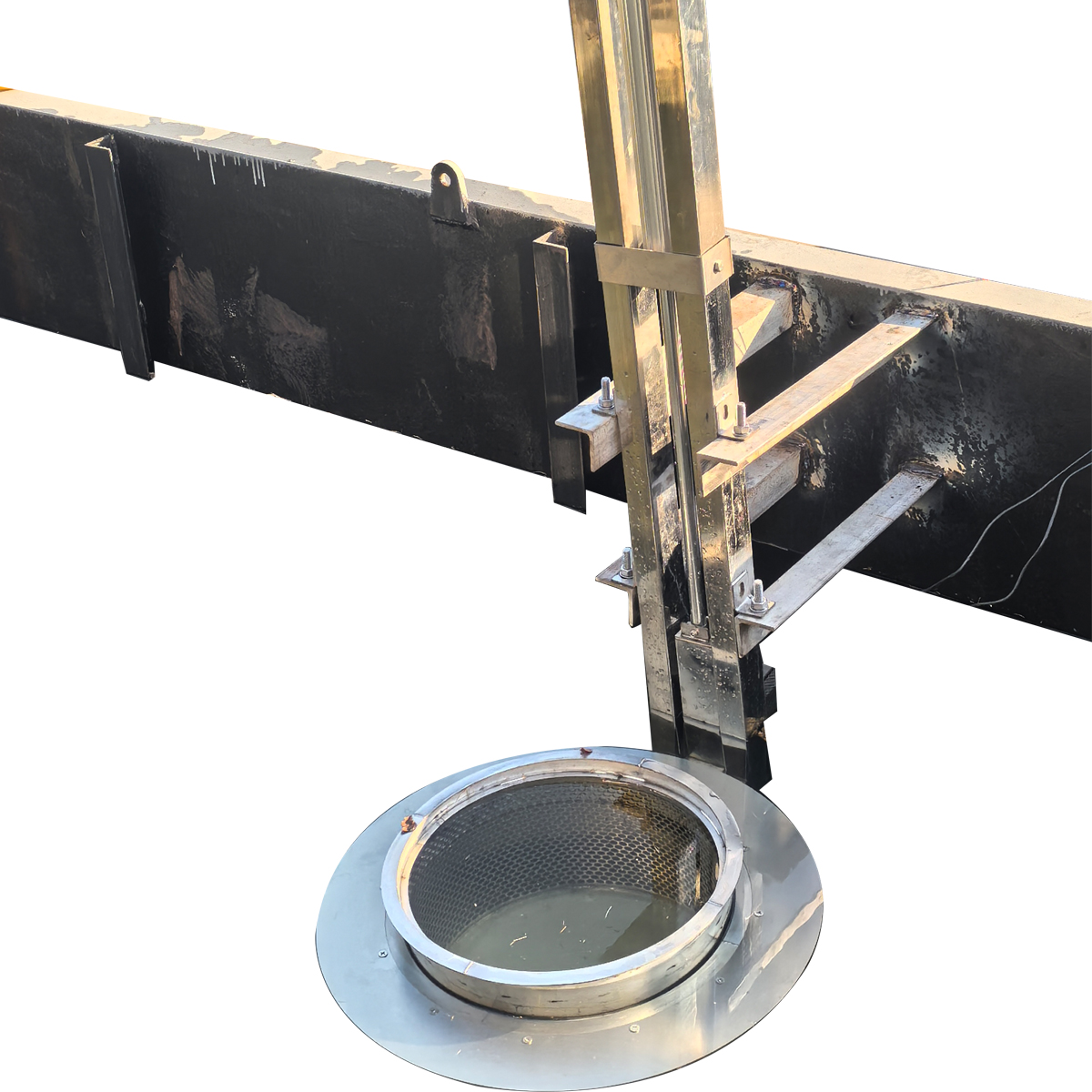
The tower reactor is suitable for atmospheric or low-pressure gas-solid reactions, with temperatures controllable below 150℃ down to -50℃. Equipped with advanced gas micro-diffusion devices inside, it increases the gas-liquid contact area, enhances gas utilization, ensures even reaction, and offers controllable conditions. The gas diffusion device is clog-free and maintenance-free. The tower features automatic cleaning to prevent seed accumulation.