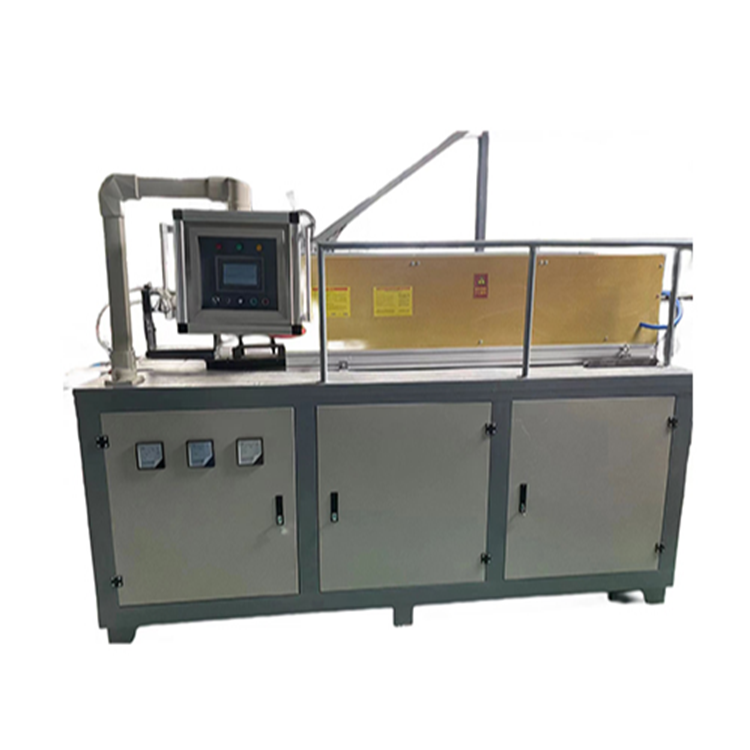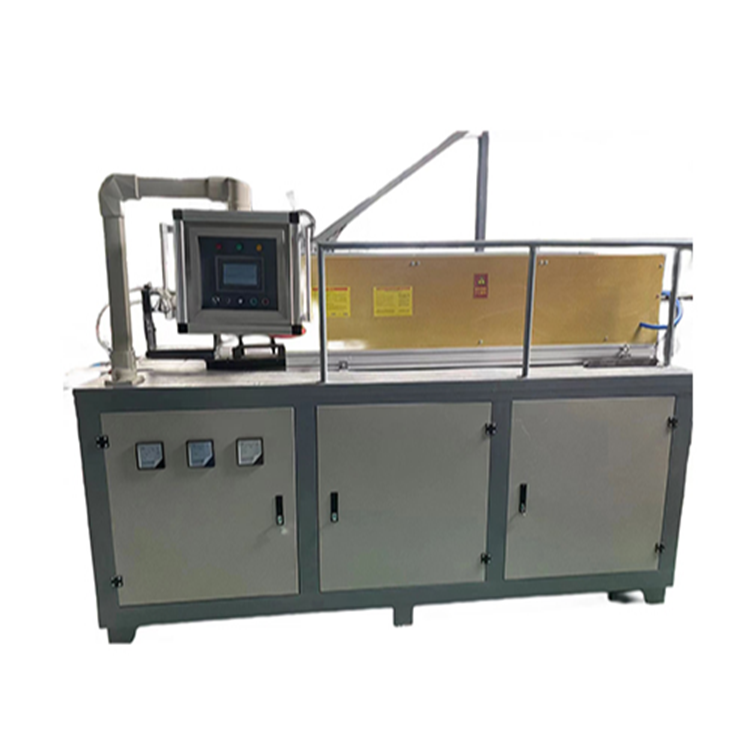












Tire-Type Electric Heater
1. Overview of Traction Drive Electric Heater:
Preheating of various industrial equipment and large workpieces before welding, as well as stress relief after welding, all require local heat treatment to enhance workpiece quality and regional toughness. Currently, in large workpieces or field locations, traditional, inefficient, and energy-consuming high-frequency heating, flame heating, or the costly investment in specialized superheating furnaces for heat treatment are commonly used during equipment maintenance. Moreover, outdated methods are employed for drying metal containers and high-temperature heating, such as: 1) Steam pipe heating and indirect heat conduction through water-oil separator sleeves (but these do not meet certain high-temperature heating requirements, and the containers are heavy, labor-intensive, and difficult to maintain). 2) Destroying the container and using an electric heating rod insertion heating method (some materials cannot be in contact with the heating element or the electric heating rod may contaminate the material, and the material must be drained before maintenance). 3) Using electric wire to connect ordinary porcelain tubes and wrapping them for external heating (the porcelain tubes have a linear contact with the container, resulting in a small contact area, low heat efficiency, and the risk of breaking and safety issues with ordinary porcelain).
The track-mounted heater replaces the aforementioned outdated methods and is an ideal product for localized heating, on-site field heating, and external heating applications.
Section II: Structure and Application of Treaded Electric Heater
Manufactured from high-temperature, multi-strand, high-quality resistance wire and high-strength, high-temperature-resistant ceramic components, following special process requirements, it features arbitrary bending characteristics along its length. It is widely used for on-site heat treatment of various industrial equipment and workpieces, drying and heating of metal containers, pipe warming, and high-temperature external heating of various nozzles and molds.
III. Features of the Track-Type Electric Heater:
1. Features flexibility for wrapping around, such as when heating containers or pipes, which can be bent into an arc or a circular shape to cover the surface for heating. For large workpieces, a wrapping method can be used locally, while flat covering is suitable for large areas. Additionally, it is adaptable to heating various geometrically shaped workpieces.
2. High operating temperature, rapid heating, high thermal efficiency, pollution-free, and precise uniform heating, capable of achieving automatic control.
High mechanical strength, excellent thermal insulation performance in high temperature, large contact surface with the heated object, and long service life.
4. Easy to install and maintain with low operating costs; even if the internal heating material is damaged, the external ceramic components can still be reused.
IV. Technical Specifications of the Treaded Electric Heater
Dielectric Strength: 2000V/3 minutes
2. Hot Insulation Resistance: >5MΩ
High working temperature: 1050℃
Model | Dimensions | Square footage | Current | Voltage | Power | Applicable Pipe Diameter |
SWD-1 | 660×330 | 2178 | 45 | 220 | 10 | |
SWD-2 | 660×380 | 2280 | 45 | 220 | 10 | |
SWD-3 | 360×320 | 1157 | 45 | 110 | 5 | |
SWD-4 | 1146×310 | 3553 | 70 | 220 | 15.5 | φ355 |
SWD-5 | 890×260 | 2314 | 45 | 220 | 10 | φ273 |
SWD-6 | 720×260 | 1872 | 45 | 180 | 8 | φ219 |
SWD-7 | 530×240 | 1272 | 42 | 120 | 5 | φ159 |
SWD-8 | 450×240 | 1080 | 40 | 110 | 4.5 | φ133 |
Fifth, Installation and Operation Instructions for the Track-Type Electric Heater:
1. Components can be arranged singly or in groups evenly based on the size of the equipment and workpiece. During installation, they can be secured using stainless steel wire ties or bent into a tight band for securing, followed by screw threading for additional stability.
2. Due to temperature requirements and energy-saving considerations, a 6-8cm insulating thermal insulation material and a temperature controller should be applied externally to the heater.
3. Do not allow heaters to overlap during use to prevent overheating areas that may affect lifespan. Be cautious not to break any ceramic parts, as exposing electric heating materials could compromise safety.
4. The heated workpiece must be properly grounded. The working voltage must not exceed 1.05 times the specified voltage.