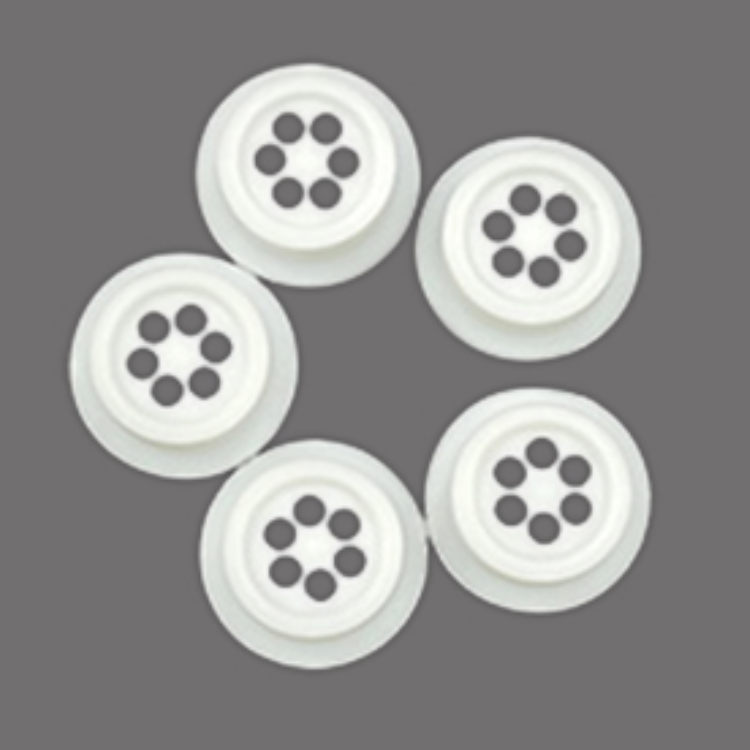









PTFE gasket molded parts
Process
Molded成型:
Processed PTFE resins are placed into molds, which are custom-designed according to the product's shape, dimensions, and performance requirements.
The molding process is carried out under a press, where the PTFE resin is melted and compacted into shape within the mold through the application of appropriate pressure and temperature. Strict control is required over the molding temperature (typically between 350°C and 380°C), molding pressure (usually between 20MPa and 50MPa), and molding time (usually ranging from a few minutes to over ten minutes).
Sintered:
The molded pads must undergo sintering treatment in a sintering furnace to further enhance their density and performance. The sintering temperature is typically close to the molding temperature but slightly higher to ensure complete melting and curing of the PTFE.
During the sintering process, control of sintering time and temperature is necessary to prevent performance degradation due to over- or under-sintering.
Cooling and Demolding:
After sintering, cool the shim plates to room temperature and perform demolding. During the cooling process, control the cooling rate and time to prevent deformation or cracking of the shims.
Subsequent processing and inspection:
Perform necessary post-molding finishing on the mold pads, such as trimming edges and drilling holes.
Conduct quality inspections, including checks on dimensions, appearance, and performance, to ensure the pads meet relevant standards and requirements.