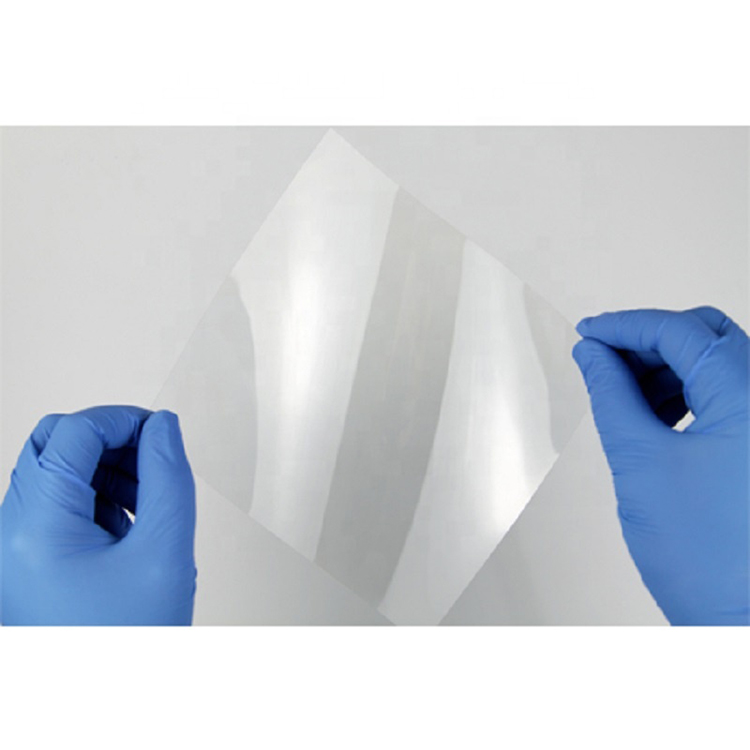
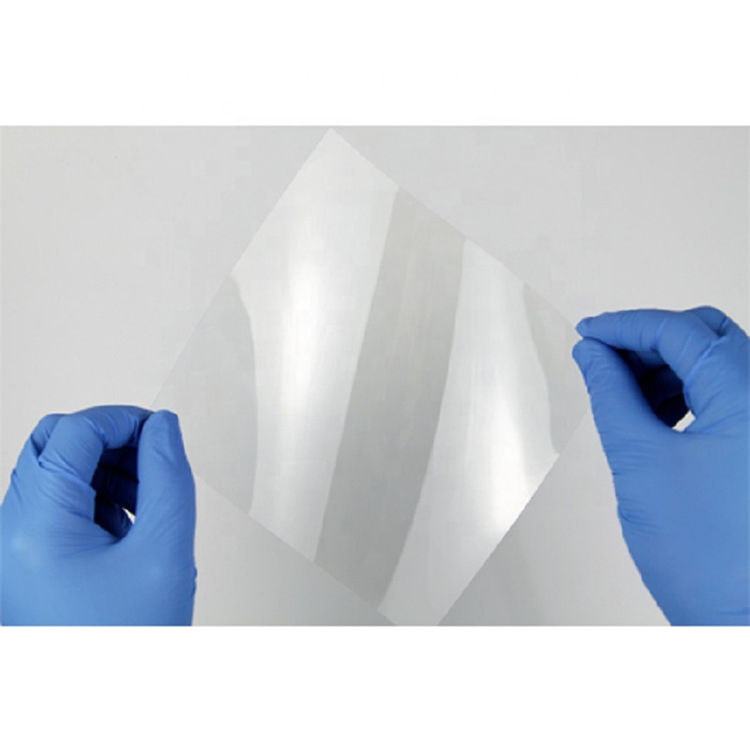






















Transparent polyimide film boasts several notable features:
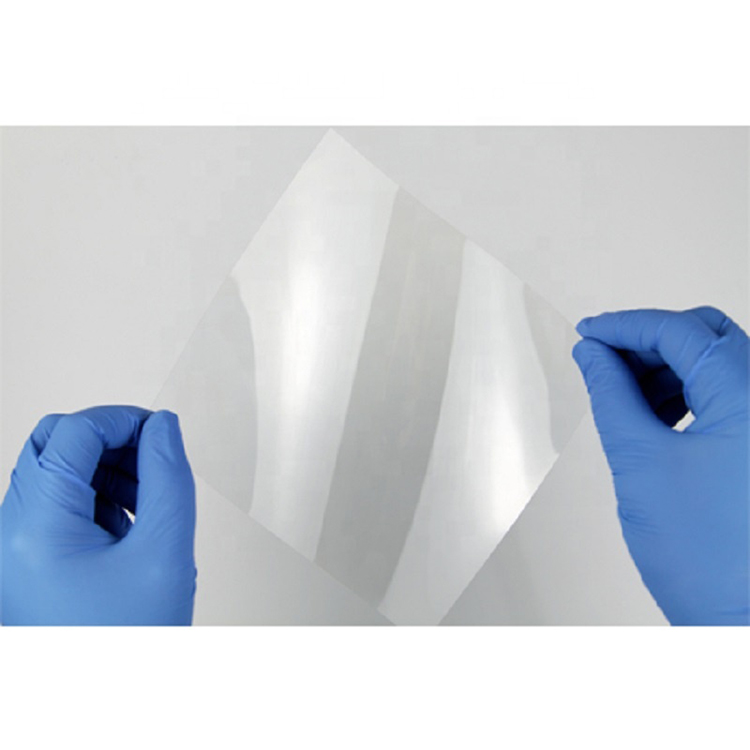
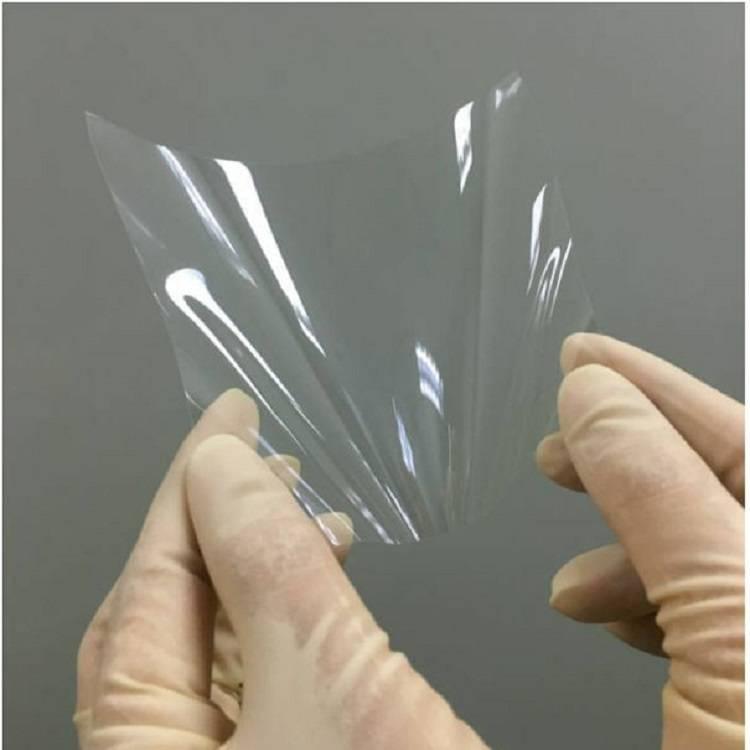
Superior transparencyTransparent polyimide film boasts high light transmittance, typically exceeding 90%, suitable for applications requiring high light transmittance.
High-temperature resistanceLike the black polyimide film, the transparent polyimide film also has excellent high-temperature resistance, capable of withstanding temperatures of 300°C and above.
Electrical insulationExcellent electrical insulation properties, suitable for insulation materials in various electronic and electrical equipment.
Mechanical strengthTransparent polyimide film features high tensile strength and tear resistance, providing stable support in various applications.
Chemical stabilityExcellent resistance to most chemicals, maintaining long-term stability in corrosive environments.
Radiation resistanceTransparent polyimide film maintains stability under ultraviolet and high-energy radiation, thus offering an advantage in specific environments.
Application Fields:
Display TechnologyFlexible display, OLED panel, and touch screen films, requiring high transparency and ability to withstand certain high temperatures.
Electronics IndustryFlexible circuit boards, copper-clad laminates, electronic packaging materials, and protective films.
Solar Energy IndustryTransparent polyimide film can be used as encapsulation material for solar cells, enhancing light transmittance and weather resistance.
Automotive IndustryWidely used in transparent electrical insulation for cars, as well as screen protection.
AerospaceUsed as a transparent isolation film or protective film in spacecraft, satellites, and related equipment, it can withstand high temperatures while maintaining transparency.
This film's high light transmission and heat resistance make it widely used in applications requiring transparency, thinness, and stability, particularly in the electronics, optics, and energy sectors.