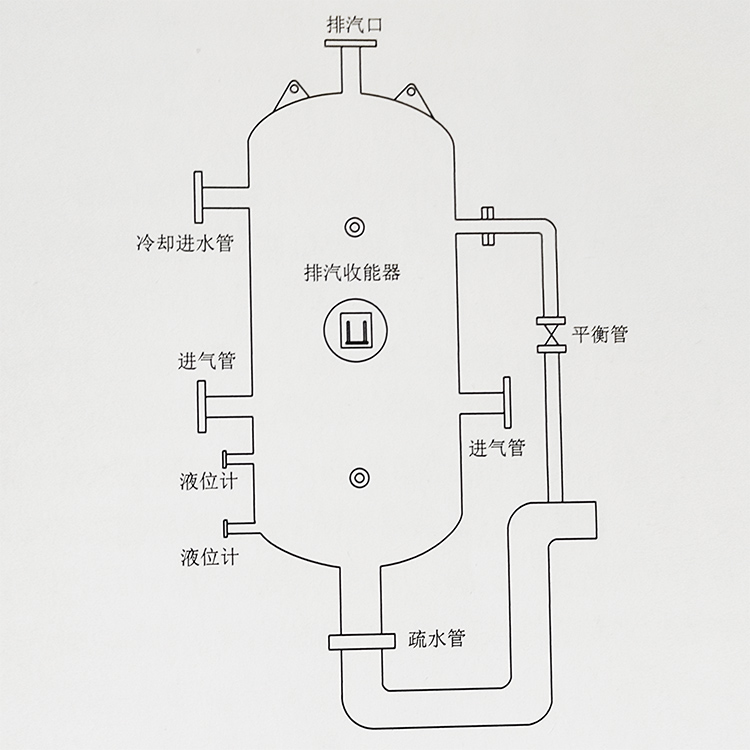

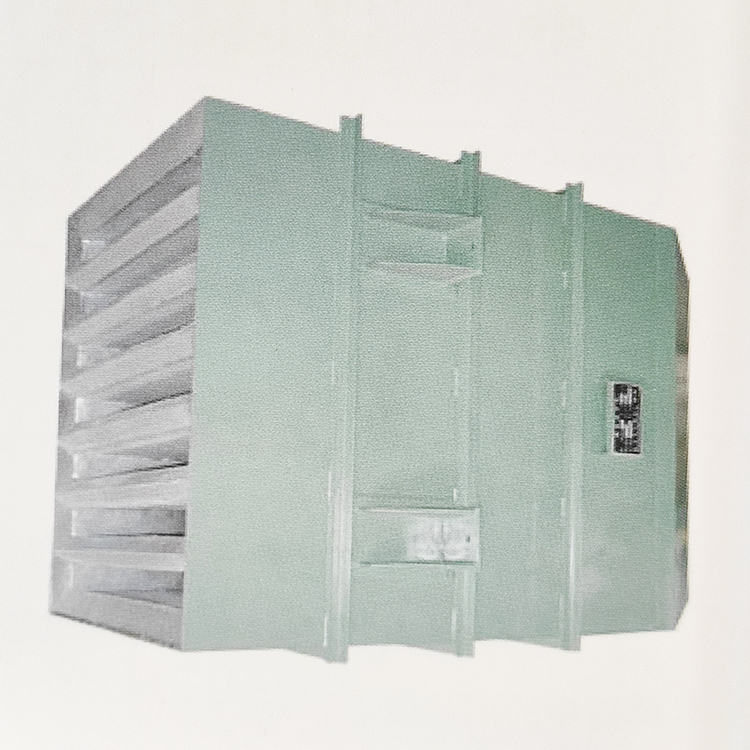
The Oxygen Remover Waste Heat Recovery System utilizes steam or water with residual pressure within the system as power, creating a jet suction flow. Simultaneously, it directly mixes the heat and mass of water and exhaust steam, heating the low-temperature fluid. In the subsequent process, the pressure of the heated fluid is restored to enter the system, maintaining a continuous flow. The recovery unit is equipped with multiple Venturi jet mixing devices, where water and steam are thoroughly mixed after passing through the suction jet.
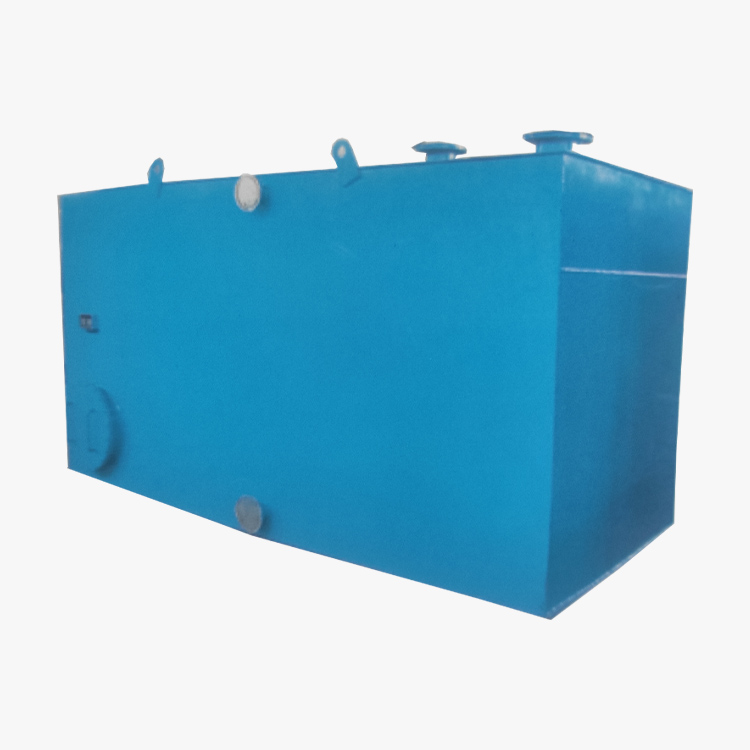
Surface Condensate Recovery Unit
I. Overview
Deaerator exhaust gases are commonly directly released into the atmosphere at most power plants and power stations across the country. This not only results in heat loss, affecting economic benefits, but also contributes to environmental issues such as excessive air pollution and noise from the exhaust gases. Additionally, in our northern regions, during the colder winter months, phenomena such as ice formations hanging from the deaerator exhaust outlets and large-scale icing on the machine room roofs occur. (These ice formations, which result from the condensation of saturated steam and cold air, have caused incidents of ice falling and injuring people, as well as damage to the machine room structures.) To address these issues and enhance economic benefits, conserve energy, and eliminate environmental problems, our company, in collaboration with scientific research departments, has developed a deaerator exhaust gas recovery and utilization unit. After being used in dozens of power plants, power stations, and chemical units, the unit has proven to be highly effective, earning positive feedback from users. (The unit is suitable for continuous and periodic blowdown expansion vessels, as well as other heat exchange equipment for waste heat recovery.)
II. Advantages
1. Simple structure; no need for maintenance after long-term use.
2. Excellent heat and mass transfer performance, with significant energy-saving effects.
3. Operates safely and reliably; corrosion-free.
4. Eliminated air and noise pollution caused by exhaust steam, optimizing the environment.
5. Increased the water inflow area of the separator, reduced the dissolved oxygen content, and achieved energy-saving and cost-reduction effects.

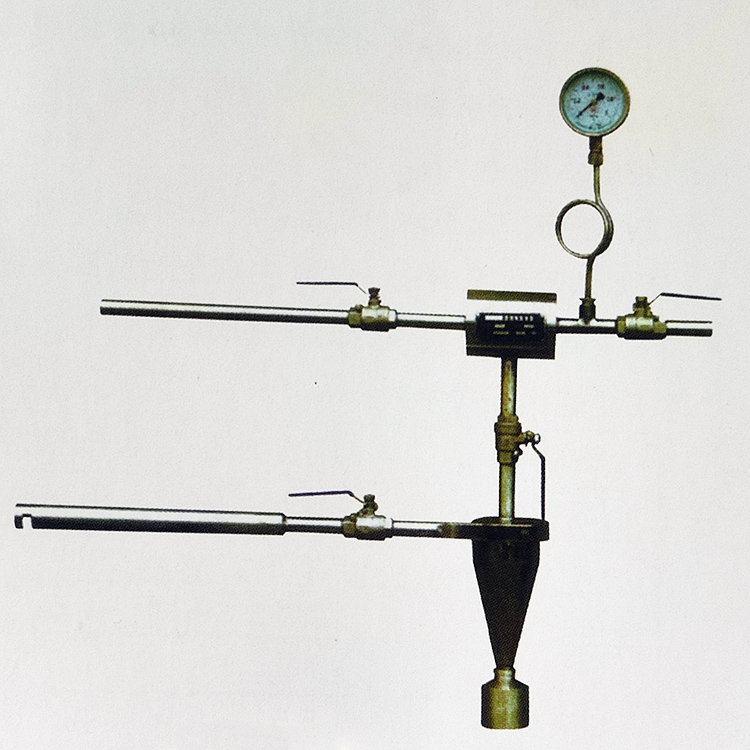
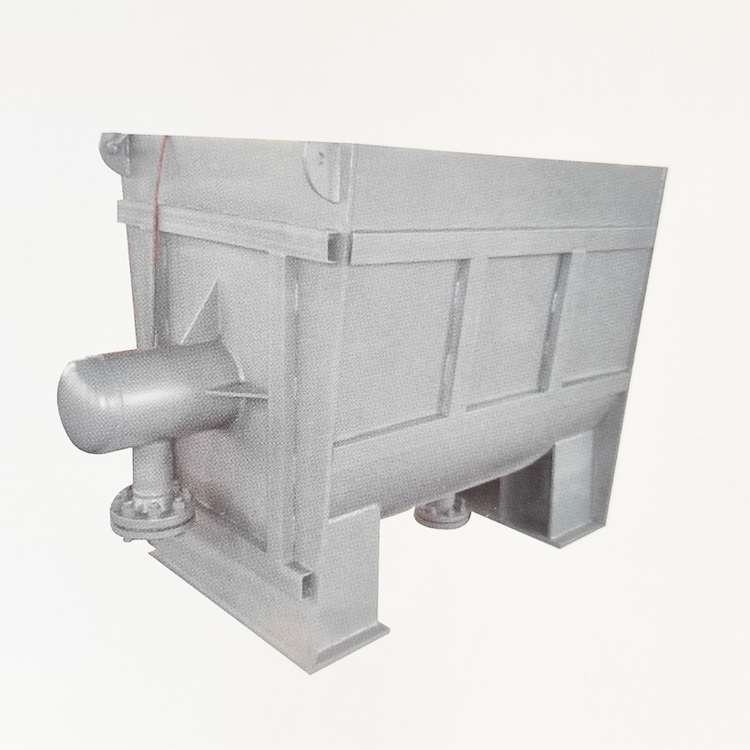
Mixed Flow Steam Turbine Extractor
I. Application and Technical Features
The condensate from the thermal cycle of a thermal power plant, after being deoxygenated and heated in a deaerator, releases non-condensable gases through exhaust pipes to the atmosphere. During this process, a significant amount of noise pollution is generated, and some steam is also discharged, resulting in energy waste. Our company's newly designed and patented deaerator exhaust energy recovery device recovers the excess steam from the deaerator, heats and cools the cooling water for recycling, and simultaneously eliminates the noise from the deaerator exhaust, optimizing the environment.
Section II: Technical Features
High heat exchange efficiency, full heat and mass transfer, recovery rate can reach over 99%.
2. Innovative design, simple structure;
3. Stable operation, reliable safety, and easy cooling water recovery:
4. Non-condensable gas discharge into the atmosphere, reduces pipeline oxygen corrosion, and extends the service life of equipment and pipelines.
5. Eliminate noise, replace the original deaerator exhaust silencer, and optimize the environment: