
I. Overview
Complete chemical dosing systems can thoroughly mix, dissolve, mature, and store chemicals, and can stably convey various chemical agents. Mainly used in the treatment processes of thermal power unit feed water systems, boiler feed water, condensate ammonia addition, boiler water phosphate addition, circulating water, wastewater, etc., and can also be used in the oil, chemical, environmental protection, and other industries.
Section II: Features
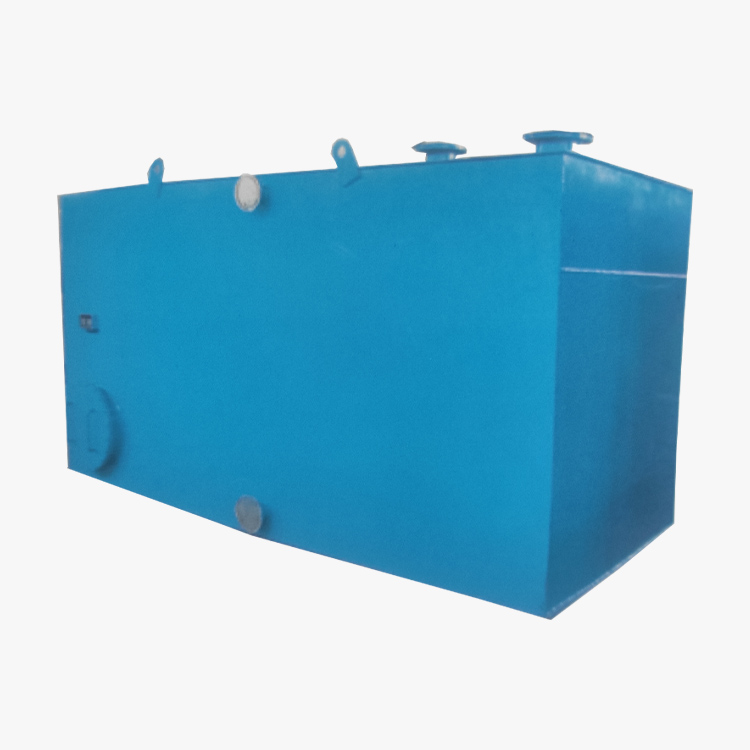
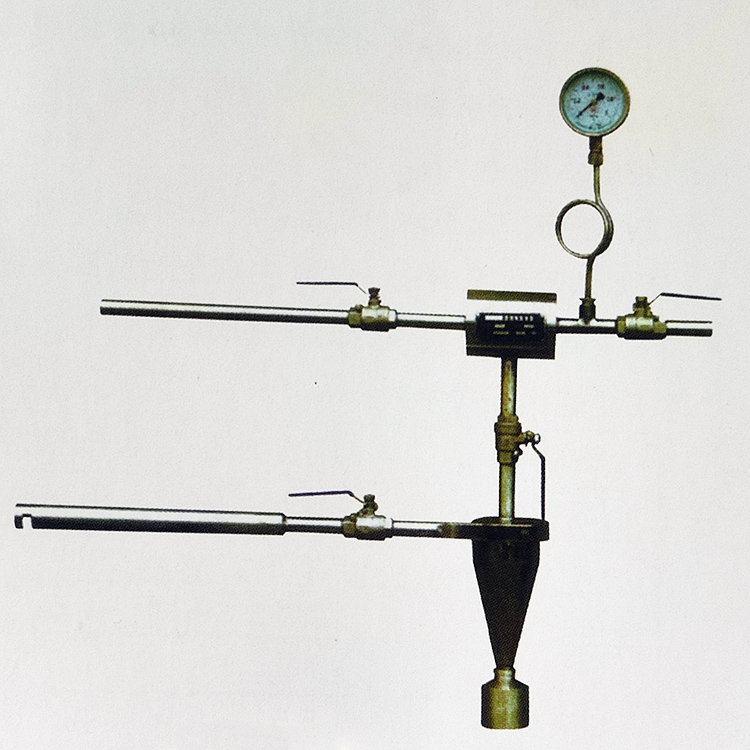
1. Compact structure with good overall integrity. The unit integrates the dosing pump, matching pipeline valves, pressure gauge, solution tank, level gauge, and corresponding electrical control into a single frame base. It can be flexibly combined into various chemical dosing treatment units for different applications, completing the dissolution, preparation, and injection of the medication solution.
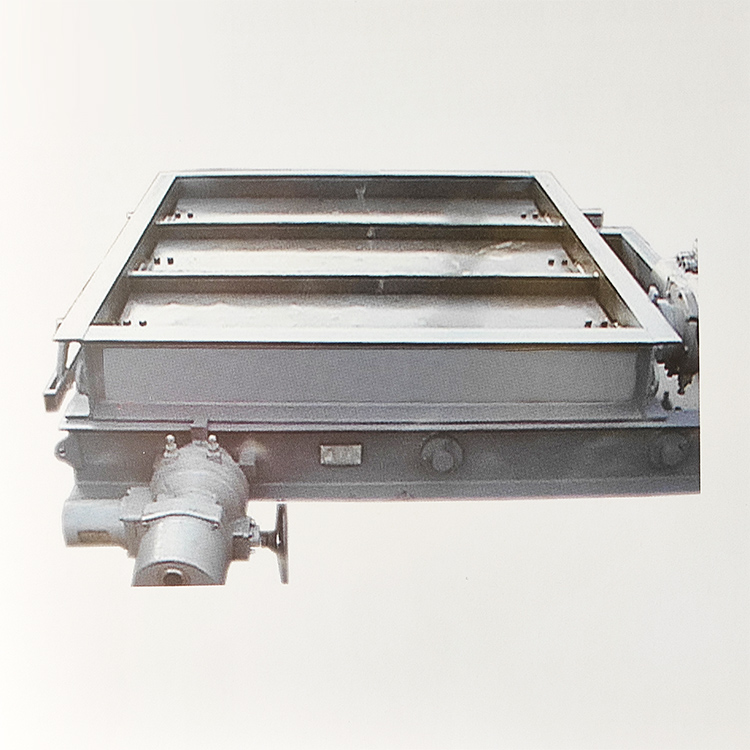
2. Available in various configurations such as two pumps in one box, three pumps in one box, three pumps in two boxes, four pumps in two boxes, and five pumps in two boxes.
A flow metering pump with a flow range of 5~980L/h and a pressure range of 1.0~26MPa.
4. Solution tank volume range: 0.5~5 m³, with optional liquid level alarm.
5. The overflow section is made of materials such as stainless steel, lined carbon steel, or UPVC, offering excellent corrosion resistance.
6. Available for on-site, remote, manual, and automatic control.
7. Specialized drug addition devices in custom designs are available upon request.