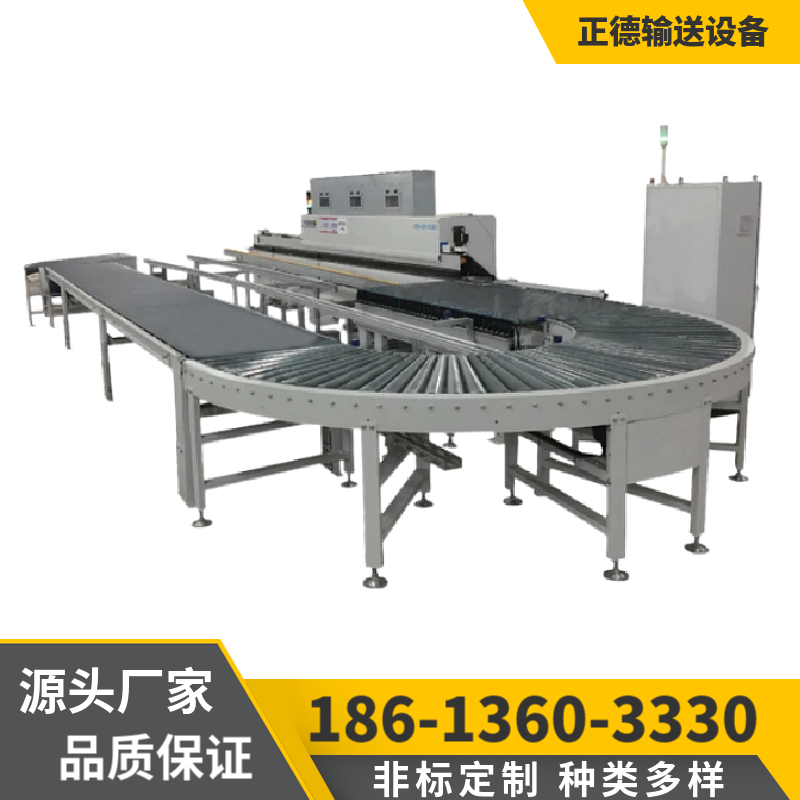











The tube conveyor has almost unlimited applications, suitable for transporting any material. Typical materials include: ore, coke, limestone, gravel, shale, and alluvial soil. Even difficult-to-handle materials such as steel concentrate, petroleum coke, clay, slag, concrete, metal slag, wet fly ash, tailings, bauxite, and dust filters can be conveyed using the round tube belt conveyor. This product is widely used in material transportation systems across various industries such as power, construction materials, chemicals, mining, metallurgy, ports, harbors, coal, and grain.
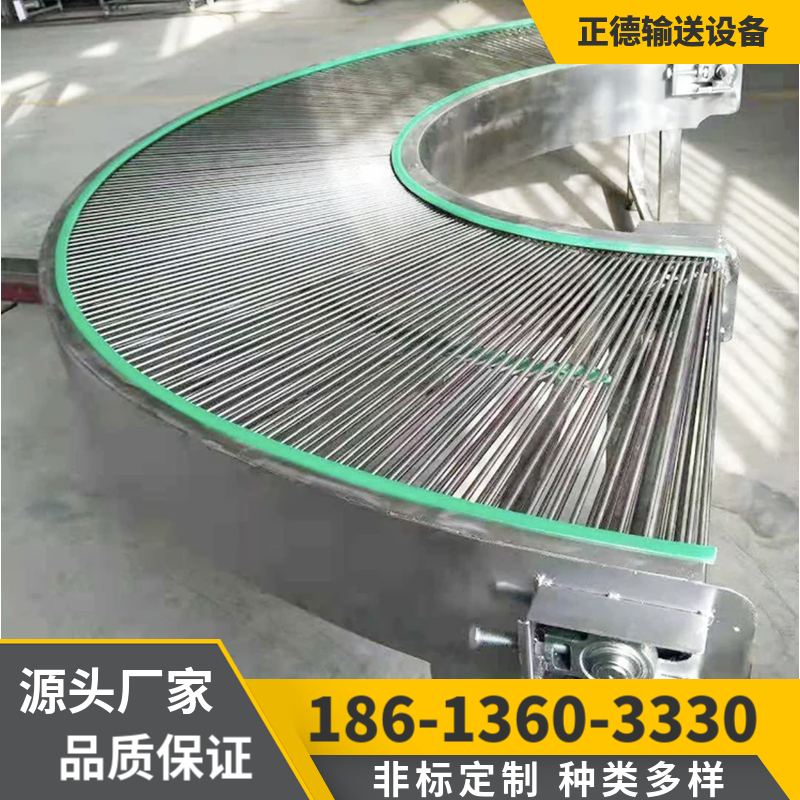
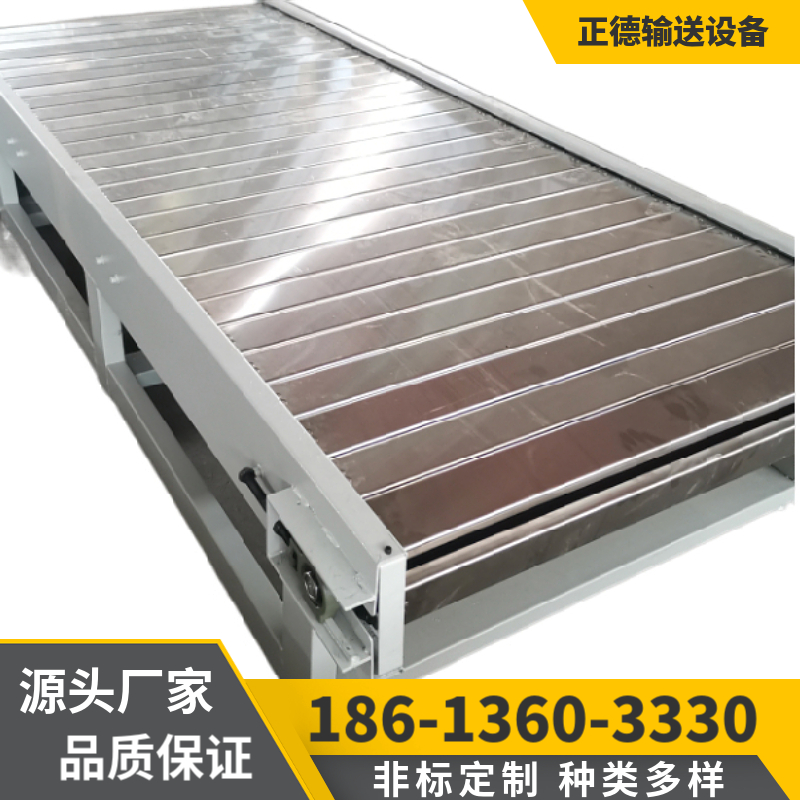
The tube conveyor is a new type of belt conveyor that uses rollers arranged in a hexagonal pattern to force the belt into a circular tube shape for conveying materials. The head, tail, feeding point, discharge point, and tensioning device of the circular belt conveyor (tube conveyor) are structurally similar to those of a standard belt conveyor. After the conveying belt receives materials at the tail transition section, it is gradually coiled into a circular tube for enclosed material conveying, and then gradually uncoiled at the head transition section until discharge.
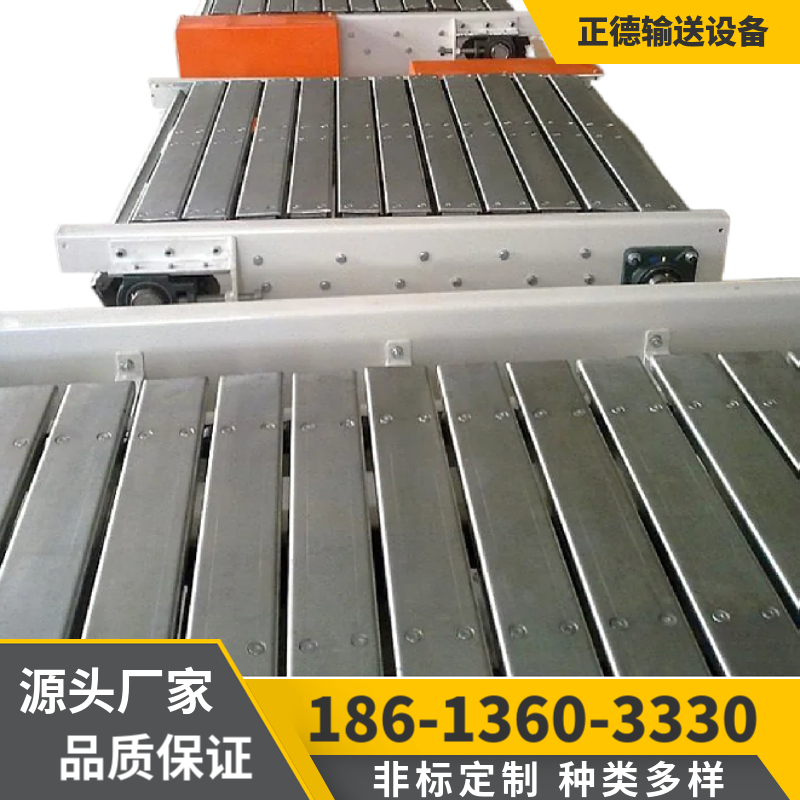
Key Features
1. High load capacity and reliable safety.
2. High adaptability, easy installation and maintenance, and long lifespan.
3. Compact overall volume, high rotation speed, ensuring rapid and even conveying.
4. Equipped with cleaning devices at the discharge end, the machine operates with low noise and high adaptability, and the placement of the infeed and outfeed ports is flexible.
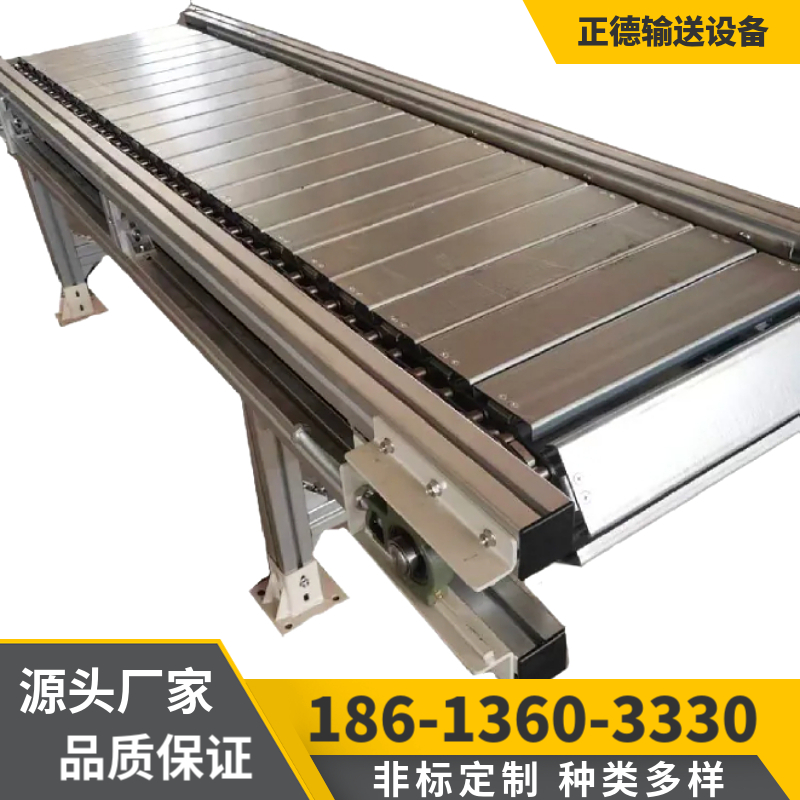
5. Good sealing properties, made of seamless steel tubes for the shell, and connected with flanges at the ends to form an integral unit, with excellent rigidity.