



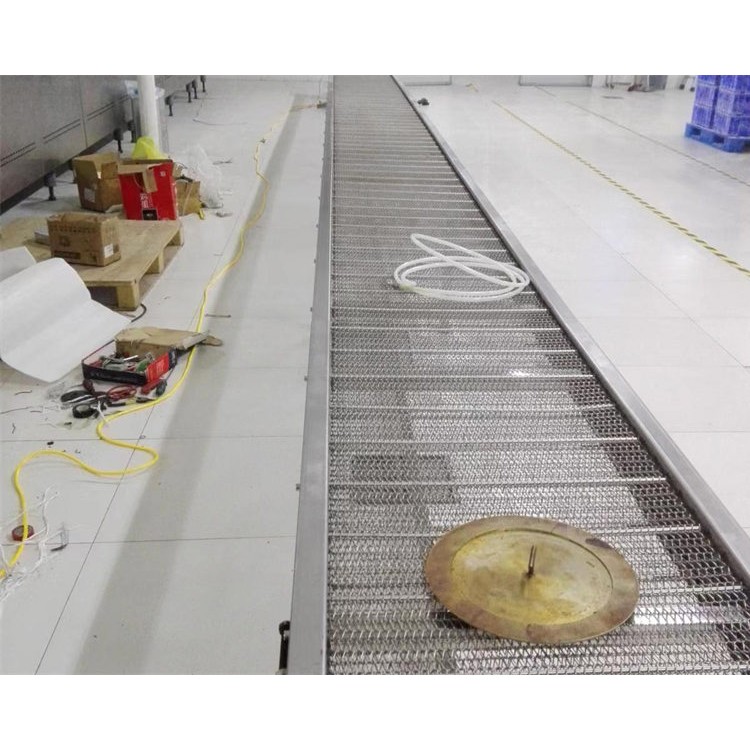
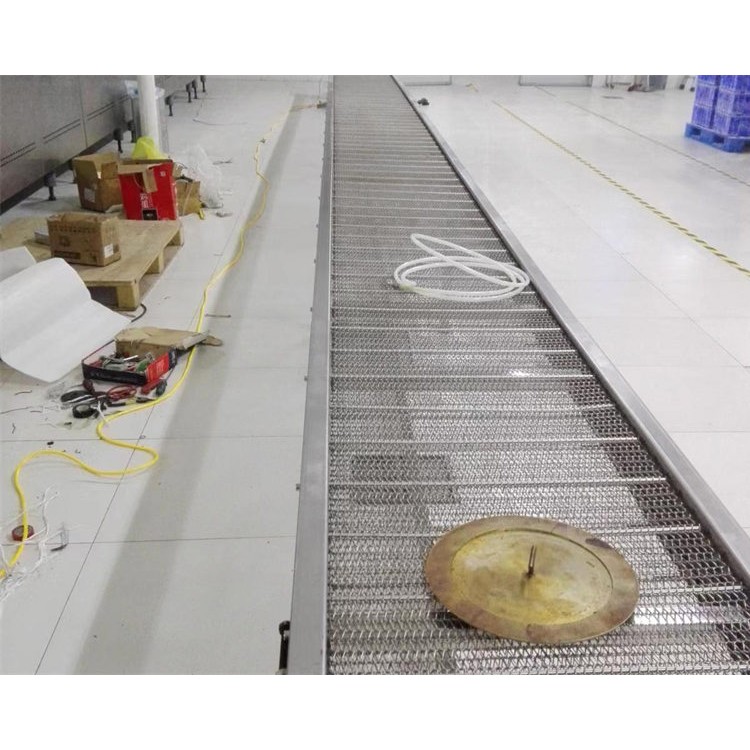




















The mesh belt chain conveyor is a conveyor system that combines both mesh belt and chain plate conveying methods, primarily used for material handling and distribution in industries such as food, beverage, and detergents.

The belt conveyor chain features the following characteristics:
Conveyor belts are made of stainless steel mesh or plastic modular belts, featuring high load capacity, precision, wear resistance, and corrosion resistance. They are suitable for conveying various materials.
Chain conveyor systems utilize stainless steel and plastic chain plates, featuring high durability, smooth operation, large load capacity, and easy maintenance, making them suitable for conveying various materials.
The flat belt conveyor system ensures continuous, even, and high-speed material transport, overcoming the drawbacks of belt conveyors such as belt tearing, piercing, and corrosion. It provides clients with a safe, quick, and easy-to-maintain conveying solution.
The belt conveyor can handle various types of materials, such as granular, powdered, sheet-like, and small block materials. It is widely used in feed mills, flour mills, rice mills, oil mills, starch factories, and grain storage facilities, as well as ports and harbors, for the lifting of bulk materials.
The bending conveyor allows for turns at various angles and can be customized to meet the customer's specific angle requirements for the bending unit, suitable for material handling at workshop corners.




























