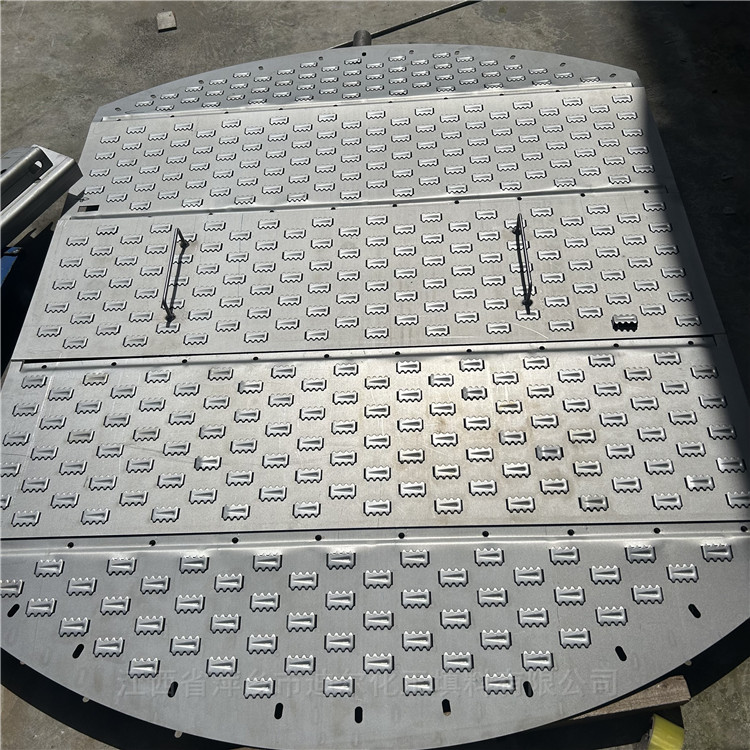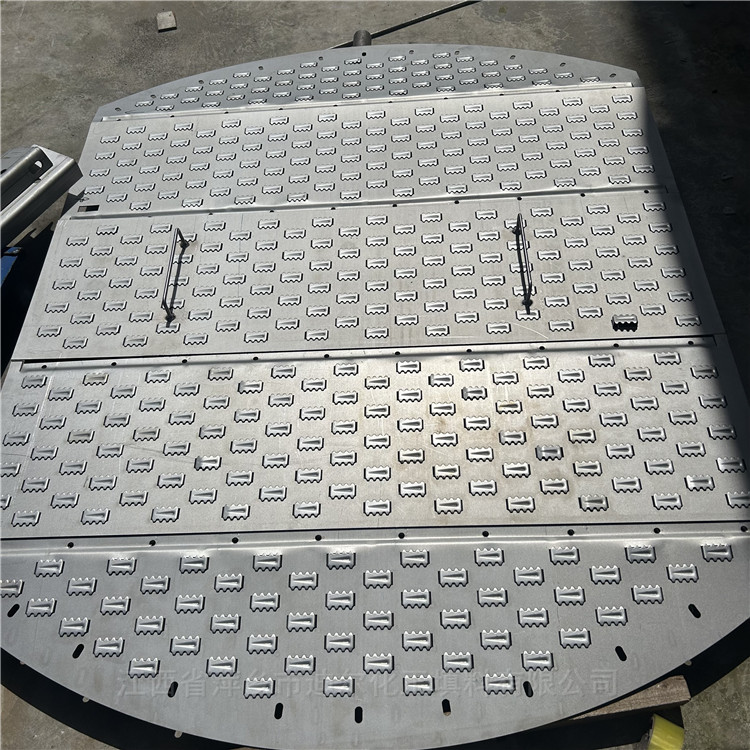
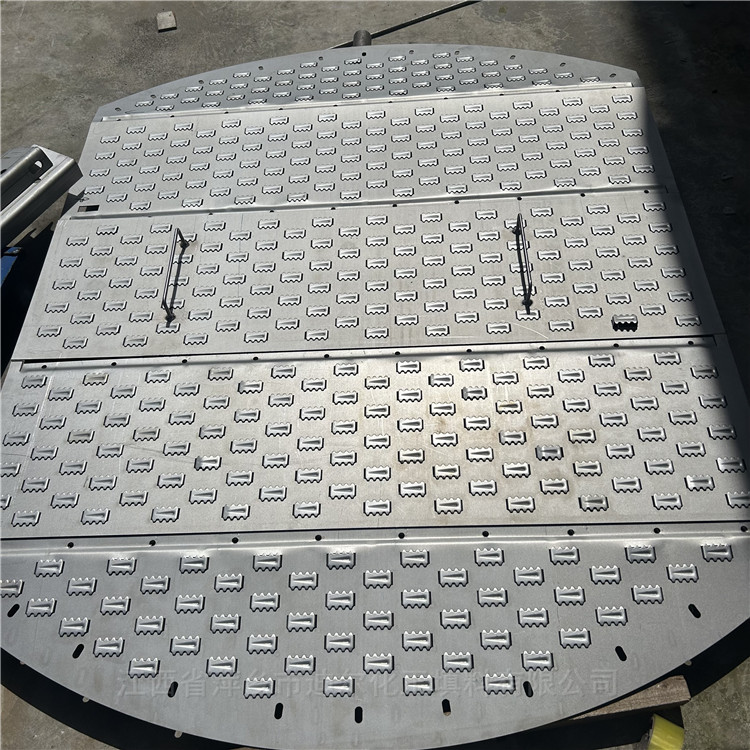



















Our company produces a guide step-type floating valve tray, also known as a strip floating valve tray. In addition, we also offer an F1-type floating valve tray. Both are types of floating valve trays used in oil equipment. Now, let's explore the characteristics of this floating valve tray.
Compared to float valves like those used in F1, the guide trapezoidal float valve boasts the following advantages:
1. Resistant to jamming and falling off, the asymmetric structure prevents incorrect orientation, and installation is simple.
2 The unique fluid propulsion mechanism significantly reduces the liquid level gradient on the tower plate and the extent of liquid phase back mixing.
3 Plate pressure drop and total plate pressure drop significantly reduced.
4 Leakage lower limit significantly reduced.
5 Low mist carryover.
6 Decreased liquid level in the tank;
7 Enhanced operational flexibility and stability;
Enhanced anti-plugging performance
9 Improved mass transfer performance increases oxygen desorption efficiency by 10% compared to the F1/V1 float valve.


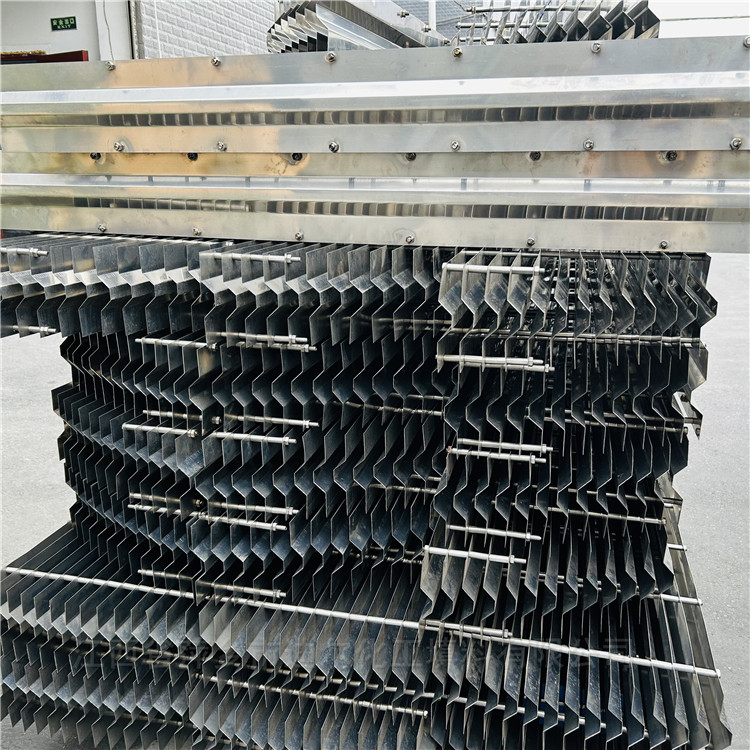
Stainless Steel Trays with Bar Float Valves, Guide Ladder Type Float Valve Trays for Petroleum Refining and Chemical Processing Equipment belong to the gas-liquid contact mass transfer technology field in the oil refining, petrochemical, and chemical industries. This float valve tray includes tray plates, downcomer plates, float valves, bubble promoters, and receiving trays; the tray plates are positioned centrally in the tower, with the receiving trays placed on one side of the tray plates, featuring gas inlet holes. The bubble promoters are covered over the gas inlet holes of the receiving trays, while the downcomer plates are positioned on the opposite side of the tray plates, forming downcomer pipes with the tower wall. The float valves are seated within the float valve holes on the tray plates.


Stainless steel bar-type floating valve trays for petrochemical unit directional trapezoidal floating valve trays offer the following advantages:
1. Due to its ability to freely rise, fall, close, or open with varying gas velocities, the valve's opening size can automatically adjust with changes in gas velocity, hence it offers a high degree of operational "flexibility" (typically 5~9), making it suitable for situations with fluctuating and changing production volumes.
2. The float valve tower has a higher production capacity, approximately 20% to 40% higher than the bubble cap tower; similar to the sieve plate tower.
3. The float valve tower allows for thorough gas-liquid phase contact, hence the tower plate efficiency is relatively high, generally about 15% higher than that of the bubble cap tower.
4. As the gas in the float valve tower rises along the periphery of the valve blade, it only undergoes one contraction, turn, and expansion. Therefore, the pressure drop across the trays in the float valve tower is smaller than that in the bubble cap tower.
5. The float valve tower, due to the continuous up and down movement of the float valves, is less prone to clogging by dirt or sticky materials, and the cleaning of the trays is also relatively easy.
6. The floating valve tower is simpler in structure, easier to manufacture, and convenient for maintenance compared to the bubble cap tower. Therefore, the manufacturing cost is 60% to 80% lower than that of the bubble cap tower.