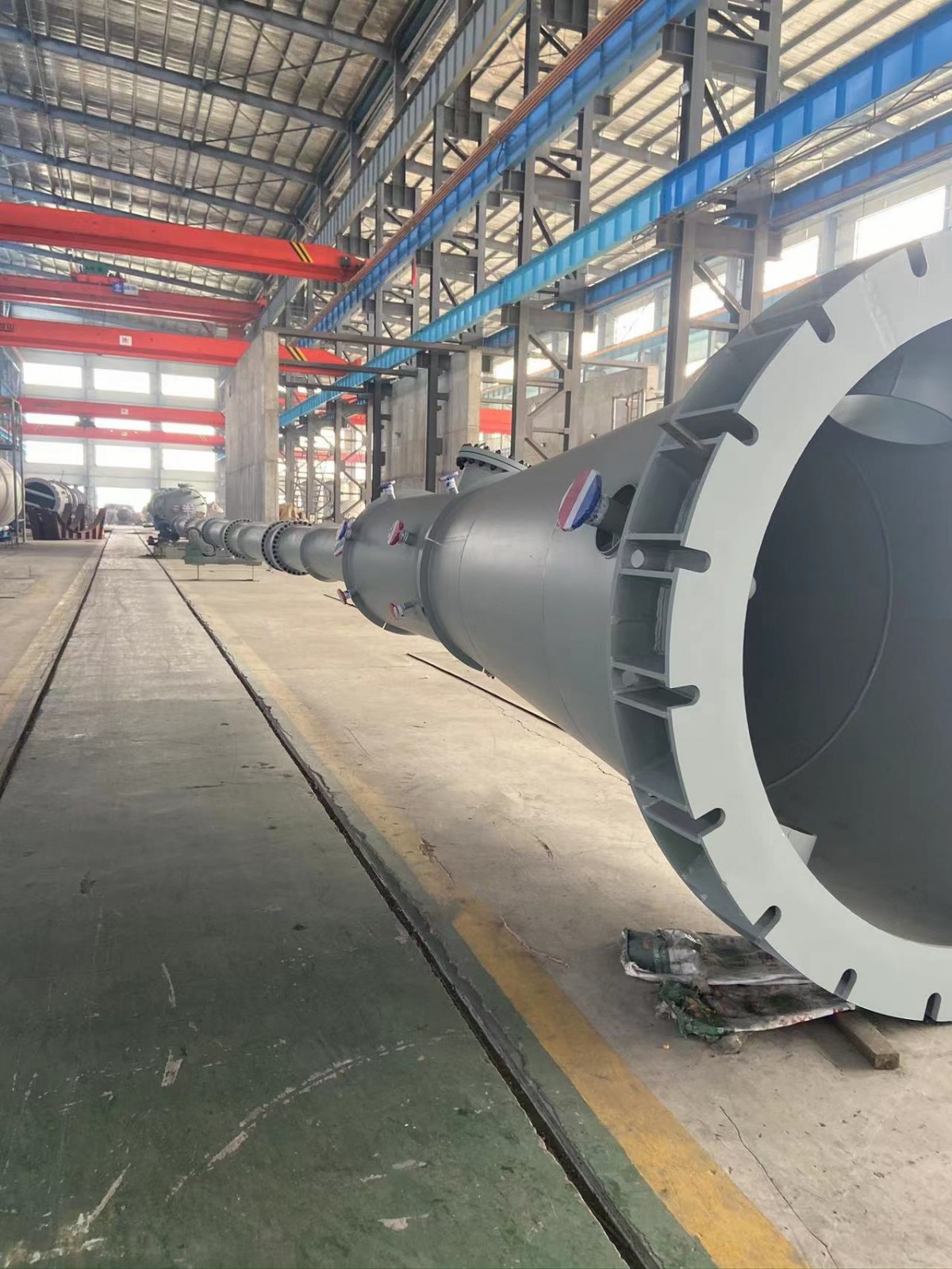








1. A distillation tower is a tower-like device for contacting vapor and liquid phases to perform distillation. By utilizing the property that different components in a mixture have different volatilities, i.e., different vapor pressures at the same temperature, the lighter components (low-boiling substances) in the liquid phase are transferred to the vapor phase, while the heavier components (high-boiling substances) in the vapor phase are transferred to the liquid phase, thus achieving the purpose of separation. Distillation towers are also widely used heat and mass transfer devices in petrochemical production.
2. For distillation columns, temperature and reflux, as well as tower pressure and the number of trays, are quite important. This includes tray temperatures and bottom temperatures. For volatile components with similar volatility, it's also necessary to consider resolving the partial pressures. The solution to this depends on the actual process flow. Other factors include the location within the tower, type of heat exchanger, solvent used, and flash vaporization factors.
3. In absorption reactions, there is a significant correlation between operational flexibility and the solvent. For instance, the operational flexibility of an amine liquid desulfurization system is highly related to the flow rate of amine liquid, its concentration, and its absorption capacity. If the amine liquid is in excess, it has a strong resistance to disturbances caused by upstream equipment changes, whereas if it's insufficient, the resistance is weak. A common issue is that insufficient solution leads to substandard quality of the processed product. Of course, the operational flexibility is also quite related to the internal structure of the tower itself, as the internal structure affects the processing capacity, gas-liquid distribution, heat transfer, and mass transfer efficiency of the tower.