














Pipe Ring Weld Inspection System
PipeWIZARD is an automatic annular weld seam inspection system utilizing phased array and conventional ultrasonic technology (AUT). It is specifically designed for on-site weld-to-weld inspections in harsh land and marine environments.
Pipelines around the world transport vast amounts of natural gas, oil, water, and various chemicals, making pipelines a crucial component in the global economic landscape. The ring welding process for pipelines is typically completed on-site using automatic welding systems. Due to welds being prone to defects, they are considered "weak links" in pipeline construction. Pipelines must undergo non-destructive testing and be painted before being buried underground or laid on the seabed. With stringent requirements for construction timelines, it is essential to detect and analyze defects in the welds rapidly.
Automatic Ultrasonic Testing (AUT)

In recent years, Automatic Ultrasonic Testing (AUT) technology has begun to replace traditional X-ray imaging techniques, becoming the world's commonly used method for pipeline weld inspection. X-ray imaging technology has notable limitations: poor detection capability for flat defects, lack of performance for vertical quantitative defects, and potential safety hazards that could lead to environmental pollution.
Advantages of Automatic Ultrasonic Testing (AUT):
No radiation hazard, no chemical pollution, no permit required.
Short testing cycle, high production efficiency
Higher accuracy in detection and quantification, reducing the scrap rate.
Measure the vertical height and depth of defect indications using the Engineering Critical Assessment (ECA) acceptance criteria, which has reduced the scrap rate.
Through intelligent output display, real-time analysis is conducted.
Provide data and test reports related to electronic support
Better control over the welding process, also reducing the scrap rate.
Phased Array Technology
Early automatic ultrasonic testing systems used multiprobe systems equipped with multiple conventional ultrasonic probes for inspections. Ten years ago, phased array systems were introduced. Phased array systems generate and receive ultrasonic beams electronically. Each chip in the array can emit pulses individually, and after time-delay processing, create various beam angles and focal lengths.
Key advantages of the phased array system over conventional multi-probe systems:
Generally, two phased array probes can replace more than 24 conventional probes.
The phased array setup is completed by loading files, without the need to adjust the position of each probe individually.
The method to optimize the phased array beam is to set appropriate parameters (angle, focus, ultrasonic path length, beam width) in the software to enhance the accuracy of quantitative measurements.
Compared to conventional multi-probe systems of the same type, the phased array system has approximately 80% fewer moving parts, enhancing the stability of the scanning process and the reliability of the detection results.
Phased array scanners are significantly smaller and lighter than conventional multi-probe scanners. This makes them easier to handle and also reduces wear on the coatings on both sides of the weld seam.
Phased array systems can detect almost all types of weld joint structures, whereas conventional multi-probe systems are limited by the wall thickness and diameter of the pipes.
Phased array electronic scanning facilitates custom weld inspection, including: multi-angle TOFD, advanced imaging, and detailed detection.
Phased Array: Two probes can cover the entire testing area.
The image displays the inspection of a specific area. Utilizing phased array technology, a single probe can scan and inspect the entire area in one pass. Employing phased array technology, a probe placed on each side of the weld can cover the entire weld area. | Conventional Ultrasound A minimum of 24 sensors are required to cover the entire test area.
|


Compliant with standards
In 1998, ASTM (American Society for Testing and Materials) issued the E-1961-98 specification (reaffirmed in 2003). This specification covers the main aspects of automatic ultrasonic testing for circumferential welds: zoning, rapid data interpretation, specialized calibration coupons, and configuration steps. The purpose of the E-1961 specification is for industrial critical assessment (ECA). In 1999, the American Petroleum Institute (API) released the 19th edition of the 1104 standard, which involves mechanized ultrasonic testing and radiographic inspection techniques for circumferential welds.
Tests conducted with the PipeWIZARD system comply with ASTM E-1961 specifications, thus implying they also adhere to API 1104 standards. Additionally, these tests meet the offshore automated ultrasonic testing standards: DNV-OS-F101.
The company's technical specifications may exceed the standard requirements, as generally, specific testing requires more accurate quantitative results or higher resolution.
PipeWIZARD Experience
The PipeWIZARD system is specifically designed for detection in harsh environments, excelling in tasks whether in the frigid Siberian regions or the scorching Middle Eastern deserts, and regardless of humid, salty, or arid conditions. Additionally, the PipeWIZARD system has passed numerous tests, proving its ability to withstand vibration, impact, and electromagnetic interference.
PipeWIZARD system is suitable for detecting all ring seam structures.
Various Welding Bevel Types: CRC-Evans, J-Groove, V-Groove, Double V-Groove, X-Groove, etc.
Typical pipe wall thickness: From 6mm to over 35mm
Available options for thicker pipes
Typical pipe diameter: Ranging from 6 inches to over 56 inches
Available for selection items for smaller diameter pipes
Pipe Materials: From standard carbon steel to more complex pipes, such as chrome-nickel iron alloy pipes, cladding pipes, and seamless pipes with varying wall thicknesses, etc.
Typical defects to be detected include: incomplete fusion, incomplete penetration, porosity, burn-through, undercut, unevenness, cracks, cold joints, slag inclusions, etc.
The testing cycle time varies from 2 to 6 minutes, depending on the type of weld, pipe diameter, testing location, and environment.
PipeWIZARD Application Summary
PipeWIZARD phased array system is used for large land and offshore pipeline construction projects worldwide.
The PipeWIZARD system has inspected over one million welds.
Major oil and gas companies have already recognized the use of the PipeWIZARD system in pipeline construction projects.
Exxon Mobil
Shell (Shell)
-- TOTAL (Total)
BP (British Petroleum)
Chevron
Eni (Eni)
Petrobras (Brazilian Petroleum)
-- Gazprom (Russia's Natural Gas)
Operators from all over the world have received training on the PipeWIZARD system.

Zone detection technology
The PipeWIZARD system primarily employs zone detection technology, where each distinct area of the weld is scanned by a specific ultrasonic beam. The overall height of the pw zone is approximately equal to the depth of the weld bead.
Two phased-array probes are placed on both sides of the weld joint, ensuring complete coverage of the bevel area and the entire volume of the weld. Pulse echo and transmit-receive (one transmit, one receive) configurations can be used based on the specific condition of the inspected area. These phased-array channels are displayed as strip charts.

Additionally, diffraction time-of-flight (TOFD) technology can enhance the detection and quantitative capabilities for smaller or directionally uncertain defects. This technology is also used to confirm defect indications detected in strip chart channels. TOFD data can be provided by phased array probes or dedicated conventional probes.
The selection of horizontal modules and 4 dedicated regular probes can detect transverse defects in weld seams.
During the process of scanning weld seams and calibrating test blocks, specific channels are displayed on the screen to monitor the coupling condition of each phased array probe.
Each weldment structure requires a dedicated calibration test block. The diameter, thickness, and material of this block must match the pipeline to be inspected on-site. Specific reflectors need to be machined into the test block. These reflectors should represent typical defects that are likely to occur during the welding process. All sound beams must be calibrated according to the testing procedure.
Advanced User-Friendly Software
PipeWIZARD V4 software is based on the robust TomoView data collection and analysis software, which has been field-validated. It offers features for simple and automatic setup creation, a range of data analysis tools (including 2D views), easy report generation, and advanced weld detection capabilities. The goal in designing PipeWIZARD V4 is to provide a simple, flexible, and upgradeable software solution for more complex detection configurations. The optimized user interface allows for quick training and efficient on-site operations; experienced operators require no additional training.
PipeWIZARD V4 software is based on the Tomoview platform, which is continuously reviewed and improved. This also means that software updates can be easily performed even on-site.

Automated Setting Creation
Operators can create setups offline, independent of system devices. Within minutes, the setup file can be saved and sent via email to any work location. Subsequently, the on-site operators simply need to calibrate the system.
In addition to the standard B-scan views with strip chart channels and single focusing rules (TOFD, volumetric, and root imaging), the settings now also include sector and linear scan channels. This new feature is likely to elevate defect detection and quantification to a level far beyond the requirements of various zoning specifications.

Calibration and Testing
Data collected can be displayed in real-time within the detection sequence. Data files are automatically generated in an incremental manner.
The TomoScan FOCUS LT data acquisition device for the PipeWIZARD system, compared to previous acquisition devices, increases data throughput (4 MB/s vs. 0.7 MB/s). This allows for the collection of complete data from compressed A-scans; in addition, multiple setups can be run simultaneously during scanning at a speed of 100 mm/s.

Rapid and detailed analysis
PipeWIZARD software offers nearly limitless channels across 10 independent layouts. The software automatically reads data by displaying the location of defects in the weld bevel profile and their orientation around the pipe.
There are numerous analytical tools to assist operators in quantifying and locating defect indicators.
Bilayer Gate for Strapping Charts
Weld coverage feature for sector scanning and linear scanning (see illustration below)
Zoom Function
PW View Link
Customized View
Automatic Measurement
Cumulative measurement of defect indication
C-Scan Fusion Feature
Customizable Color Palette

Automatically Generate Reports

PipeWIZARD software offers the functionality to automatically generate reports. These reports can be customized, including project name, scan date and time, weld ID, operator name, complete scan view, weld bevel graphics with inspected area information, defect report with defect number, length, height, and position in the weld, weld status, and operator's comments, etc.
Simple data storage
All data files can be stored on any external hard drive or archived onto CD/DVDs for future reference. The automatic backup feature achieves data mirroring, enhancing data security. Data files can also be conveniently sent to others via the internet.
PipeWIZARD VIEWER
PipeWIZARD VIEWER is a free software for viewing phased array and ultrasonic data. It can load data files generated by the PipeWIZARD V4 software. This software is highly beneficial for third-party or end-users who need to review scans. The PipeWIZARD VIEWER software is compatible with Microsoft Windows XP Pro with SP2, Microsoft Windows Vista, and Microsoft Windows 7.
High-end Applications
The PipeWIZARD system is versatile, suitable for inspecting special weld structures and other applications.
Stellite Welded PipePipeWIZARD is qualified to inspect cladded pipes using specific longitudinal wave detection technology and advanced software features.
Seamless PipeWe've developed and certified a unique detection technology for PipeWIZARD that can inspect welds on pipes with significant wall thickness variations.
Thick-walled pipeThe mechanical components of the PipeWIZARD system can be finely adjusted to use various probes and wedges for inspecting welds on thicker pipes.
Primary Equipment
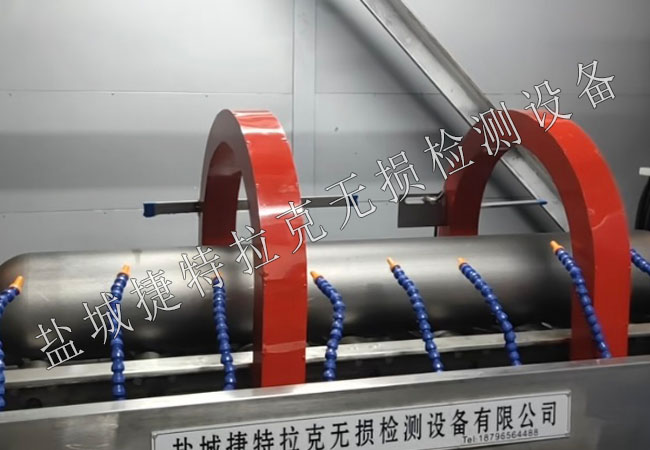
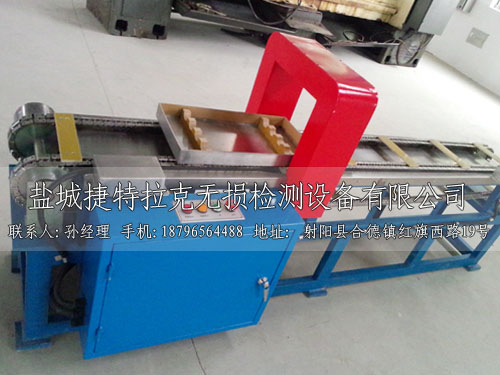
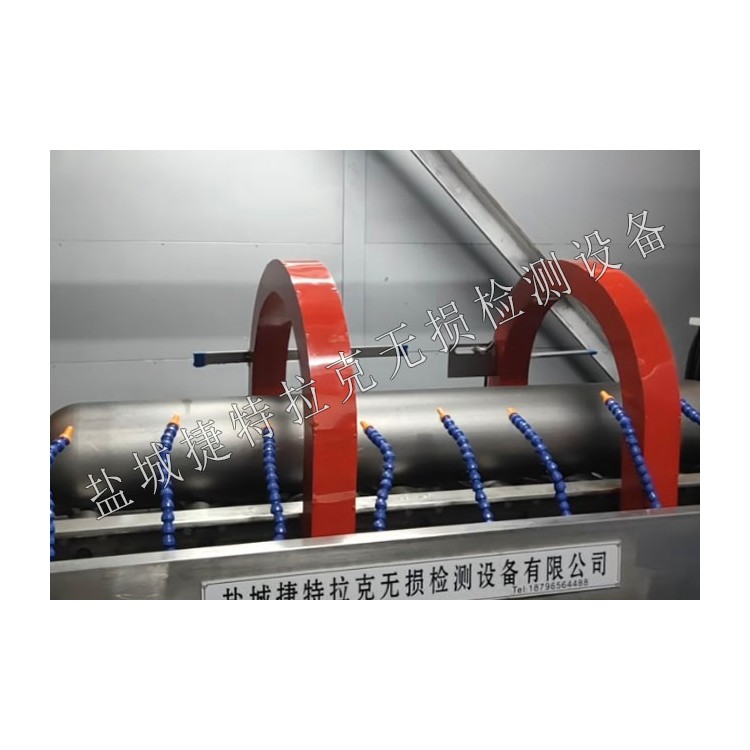
Scanner
The PipeWIZARD scanner is a compact, durable, field-verified device for stable and repeatable scanning.
The scanner head design meets IP66 rating standards, equipped with a drive motor, an encoder, two phased array probes and wedges, two TOFD probes and wedges, and a temperature sensor.
A durable umbilical cable provides protection for all necessary cables, including water hoses for coupling.
Computers and Software
Reinforced portable computer with Microsoft Windows and PipeWIZARD data collection and analysis software. The software package includes: TomoView and advanced calculator software, Microsoft Office, and all necessary software accessories.
Chassis
This heavy-duty enclosure is designed for housing the TomoScan FOCUS LT and PWZ-MCDU, featuring compactness, durability, and an IP64-rated design. The front cover is equipped with a heat exchanger, and shock absorbers are installed inside to protect the equipment. The connection panel features an external power socket for connecting accessories.
Harvesting Equipment
TomoScan FOCUS LT 64:128 Acquisition Equipment: Offers up to 64 focus channels and 128 P/R, enabling various combinations of phased array and conventional probe configurations.
Motor controllers and drives
The PWZ-MCDU can be connected via Ethernet to drive a DC servo motor.