
















Olympus Linear Submerged Arc Welding (LSAW) Pipe Inspection System
Straight Seam Submerged Arc Welded (LSAW) pipes are manufactured by first bending and shaping the steel plate, followed by using the double-sided submerged arc welding method to weld the edges of the steel plate together. These pipes are commonly used as pipelines for long-distance transportation of hydrocarbons in the oil and gas industry.

Olympus Linear Submerged Arc Welding (LSAW) Pipe Inspection System
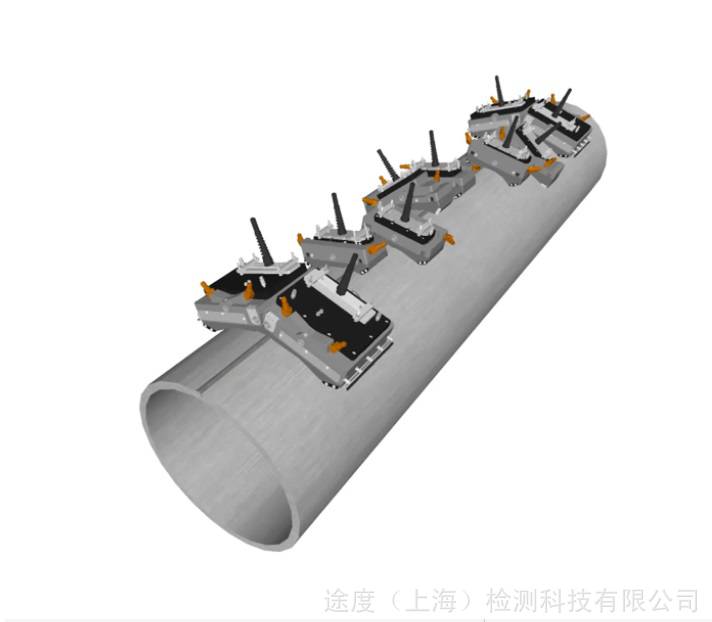
Olympus' high-performance longitudinal submerged arc welding (LSAW) pipe and weld inspection solutions integrate ultrasonic phased array probes into a fully automatic inspection system, meeting clients' stringent requirements for weld volume detection. The LSAW pipe inspection system assists manufacturers in ensuring the quality of longitudinal submerged arc welded pipes and, upon modification, can cater to the diverse needs of oil country tubular goods (OCTG) manufacturers.

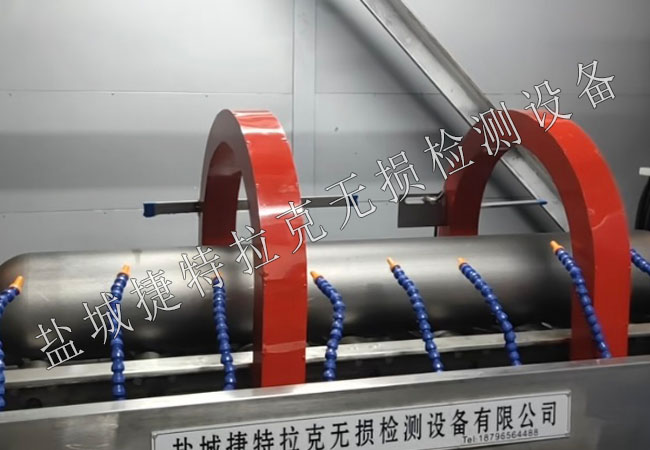
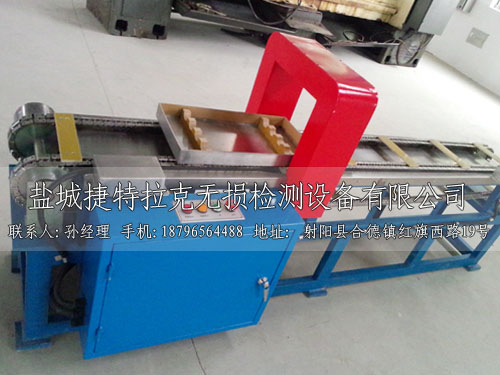
The probe of the straight seam submerged arc welding (LSAW) pipe inspection system is positioned on the pipe.
Requirements for LSAW (Longitudinal Submerged-Arc Welding) Pipe Inspection
The Olympus straight seam submerged arc pipe material inspection system meets international standards for controlled pipe material manufacturing inspection. This system not only detects the Heat Affected Zone (HZA) of welds for pipes of various sizes ranging from 304.8 mm to 2032 mm in diameter but also inspects 100% of the weld volume.
Detectable defects:
Longitudinal and transverse cracks (up to 3mm long) (areas up to 3mm from the inner and outer wall surfaces)
Unmelted, underwelded, and weld-through defects determined by wall thickness (DEP standard*)
Lamination defects in the heat-affected zone (a 75 mm wide area on each side of the longest weld seam)

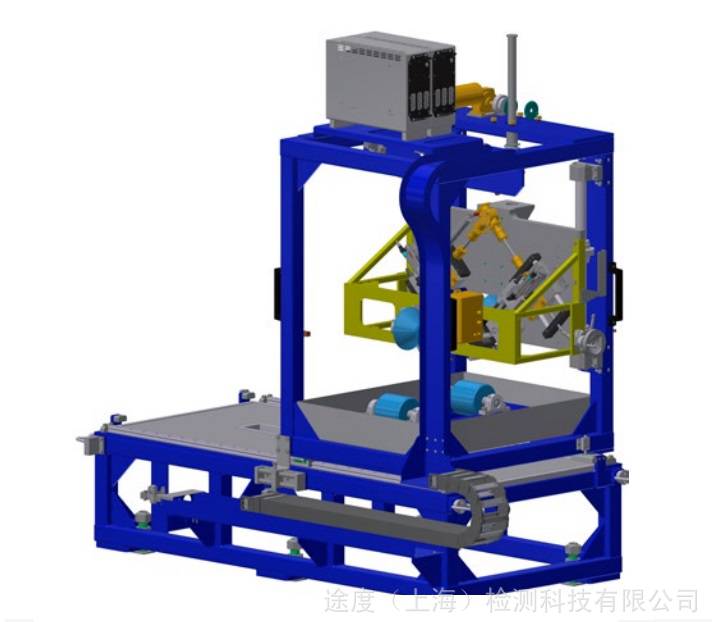
Schematic of Direct Current Submerged Arc Welding
Features of the LSAW (Longitudinal Submerged Arc Welding) Turnkey Automatic Solution
Quality control of piping materials produced through the use of the straight seam submerged arc welding (LSAW) pipe material inspection system can offer manufacturers the following advantages:
Thanks to the system's automatic calibration feature, there is reduced reliance on operator skills.
By regular calibration checks, defects are detected at normal production speeds.
Restricted the overall dimensions of the detection head
Optimize detection performance through 2D scanning view
Automated probe location and phased array beam steering reduce the time required for probe replacement and setup.
Primary Technical Specifications