

















Friction Stir Weld Seam Inspection
Friction Stir Welding (FSW) is a manufacturing process commonly used for aluminum components in high-end applications, particularly in the aerospace and defense industries. Traditional welding methods merely use filler material for welding, whereas FSW employs a stir tool to heat and blend the two metal sheets in the welding area.
Compared to traditional welding methods, friction stir welding offers more advantages: it can prevent the formation of defects typically generated during the liquid phase cooling process with other welding methods. There are also other defect types that often occur under insufficient temperatures or poor welding conditions; these defects must be correctly identified and quantified.

Schematic diagram of the friction stir welding process
Natural Defects
Different types of defects may appear in friction stir welds, such as continuous incomplete joints between materials on either side of the weld (referred to as "lippage" defects), pore defects, and incomplete penetration defects. Additionally, due to the characteristics of the friction stir welding process, random-direction defects may also form in the weld.

Randomly oriented defects generated during the manufacturing process
Calibration Defects
Vertical, horizontal, and diagonal grooves on the outer and inner walls are used as reference defects during calibration. A through-hole is also used to plot the Time Correction Gain (TCG) curve, which can illustrate the signal attenuation within the material.
Testing Technology
Vertical and diagonal defects
The Olympus 64-chip probe, when used in conjunction with a normal direction water-coupled wedge block placed perpendicular to the weld seam, ensures accurate detection of longitudinal and diagonal defects throughout the entire welding area. During the inspection, tilting the probe can enhance the detection and quantification capabilities for diagonal defects.

Normal-direction phased array probes and wedges for identifying longitudinal and diagonal defects
Lateral Defect
Omron's 64-chip probe, when used with a lateral water-coupled wedge block positioned parallel to the weld seam, facilitates the detection of lateral defects. These probes ensure comprehensive coverage of the entire welding area.

Horizontal phased array probe and wedge block for identifying lateral defects
High-performance solutions
Powerful and durable instruments
The technical specifications of the high-end FOCUS PX enable the instrument to complete friction stir welding (FSW) seam inspections at unprecedented high speeds, while maintaining unparalleled signal quality. Its high data transmission rate allows users to retrieve uncompressed A-scans without compromising the inspection speed.
The FOCUS PX instrument features a robust and durable design without a fan, suitable for harsh production environments. The FOCUS PX's housing design meets IP65 rating standards, with many fins for optimized heat dissipation performance.
20 kHz 30 MB/s Meets rating standards
Pulse Repetition Frequency Data Transmission Rate IP65

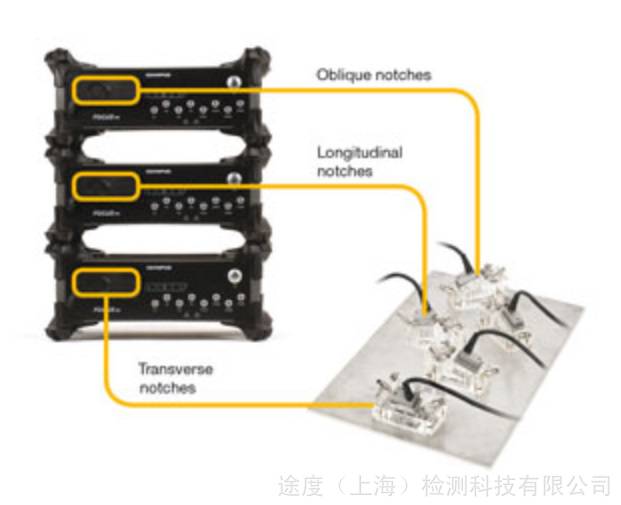
Scalable architecture
The expandable architecture of the FOCUS PX allows up to 4 instruments to be connected in parallel. This enables users to drive advanced multi-probe configurations from a single detection station, covering the entire weld area in a single test.

When using multiple instruments, all I/O signals are received by one instrument, which greatly simplifies the integration process. Then, synchronize the other instruments with a simple wiring method.
4 units 8 pieces
Paralleled FOCUS PX instrument 64-chip probe
Pursuing efficient software
FocusPC software includes advanced features to optimize the process of friction stir welding seam inspection. Its customizable display allows operators to effectively identify and quantify defects, and its powerful data processing capabilities enable users to conveniently handle data during the analysis process.

FocusPC's C-scan display of friction stir welding seam data