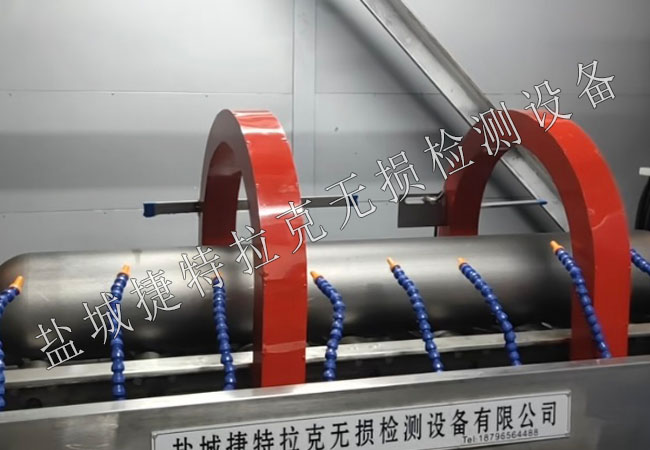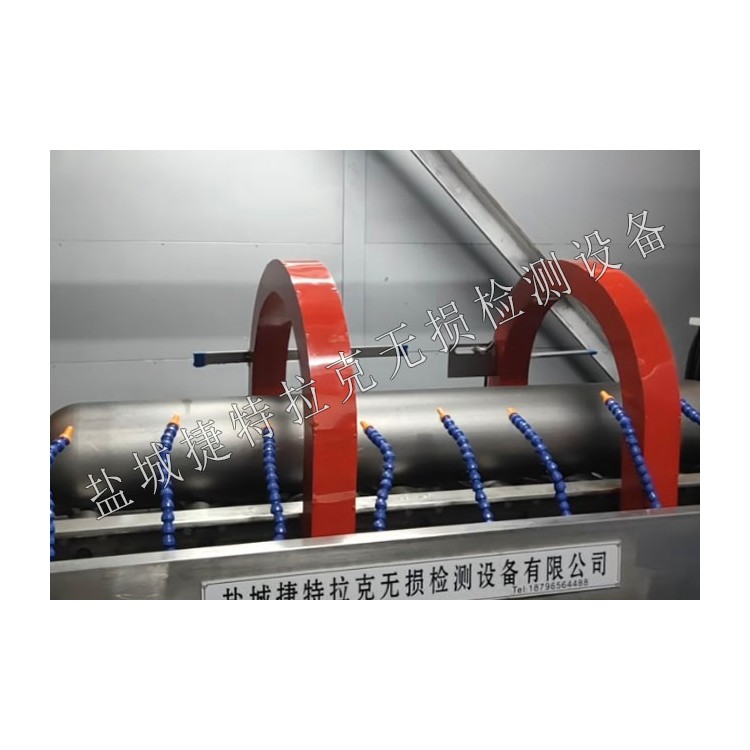















Heavy-duty forging inspection automatic detection system
Forging is a process for manufacturing high-strength metal components, such as turbine generator shafts and large disks. In this process, the most common practice is to use compressive force to heat and shape the metal. Compared to casting or machining, the forging method can produce components with higher strength.
Accompanying the forging process, some natural volume defects may occur in the workpiece, such as inclusions or porosity. Such defects at any position within the workpiece's volume can be detected, and reliable identification and characterization of these defects are essential to ensure the production of high-quality workpieces.

Natural Defects
Our equipment can locate inclusions and void defects in any position within the entire metal volume, from near the surface area of the workpiece to the center. Regardless of the position of these defects within the workpiece, they must be accurately located.


Illustration of beam propagation and its corresponding DGS curve chart
Calibration Reference
Forging inspection systems typically calibrate using bottom surface reflected waves. The generation of the Distance Gain Size (DGS) curve is based on the required Equivalent Reflective Surface (ERS) size. The DGS curve can be converted to a Time Correction Gain (TCG) curve, simplifying the defect identification process and enhancing operator efficiency.
Testing Technology
Volume Inspection Near-Surface Inspection
Volume detection is completed using a phased array probe capable of generating longitudinal waves from various angles. Surface detection near the surface can be accomplished with a conventional send-receive ultrasonic testing (UT) probe. Such a probe can
Additional conventional ultrasonic (UT) probes are used in the testing to generate large-angle shear waves, significantly reducing the near-surface blind spot.


High-performance solutions
High-quality PA and UT instruments
The FOCUS PX employs the latest Olympus phased array technology, delivering unprecedented high-quality signal-to-noise ratio (SNR). This instrument provides users with 4 additional dedicated conventional UT channels, enhancing flexibility in heavy forgings inspection configurations.
12 dB 4 units
Signal-to-Noise Ratio, significantly improved over TomoScan FOCUS LT Dedicated UT Channel

Specifically applied for dedicated phased array probes and wedges
Olympus phased array probe specifically designed for heavy forgings inspection, offering superior signal-to-noise ratio compared to similar products on the market, and providing multi-angle coverage performance. We also customize wedges that nearly fit the specific workpiece shape, optimizing coupling effects for enhanced inspection.
4 dB
Signal-to-Noise Ratio, offering superior probe performance over competitors.

2 MHz phased array probe designed for optimizing signal-to-noise ratio
Powerful software
FocusPC software includes advanced features specifically designed for optimizing heavy forging inspection applications, thereby fully leveraging the technical specifications of the high-end FOCUS PX.
Continuous Monitoring

FocusPC's continuous monitoring feature
Continuous generation of data files during the inspection process allows for uninterrupted testing of very large samples.
Customized TCG Testing

FocusPC's TCG Import Function
Users can import TCG curves based on DGS, thereby simplifying the defect identification process and enhancing the efficiency of operators.