














Online Resistance Welded Tube Inspection System
An online electric resistance welding (ERW) tube inspection system is a turnkey solution that integrates phased array technology into an automatic inspection system, meeting the very stringent requirements of customers for inspection. Its main advantages are as follows:
Automatically track Heat Affected Zone (HAZ)
Real-time display of weld seam cross-section
Automatic calibration feature reduces reliance on operator skills
Through calibration verification, defects can be detected at production speed.
Tube material window detector, reduced the risk of equipment damage.

The design of the ERW (Electric Resistance Welding) testing system is to provide a user-friendly solution that ensures the post-welding treatment, annealing, and quantification of the ERW pipe materials meet the required quality standards. This solution includes the following components:
Dedicated Project Management
Instruments, probes, and machinery equipment
Water Management System
Software
Debugging, Training, and After-Sales Support
During the defect detection process, utilize weld section diagrams and weld tracking functionality.
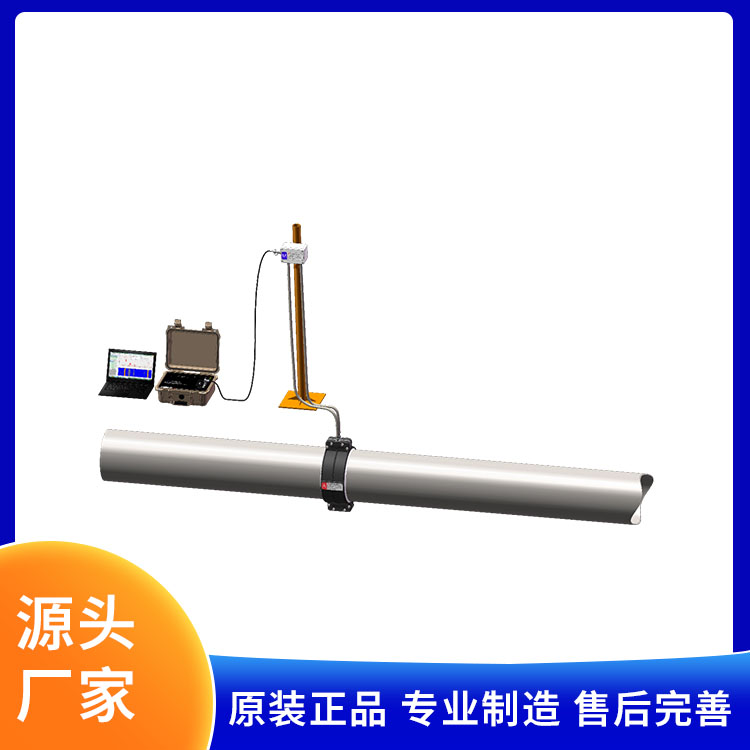
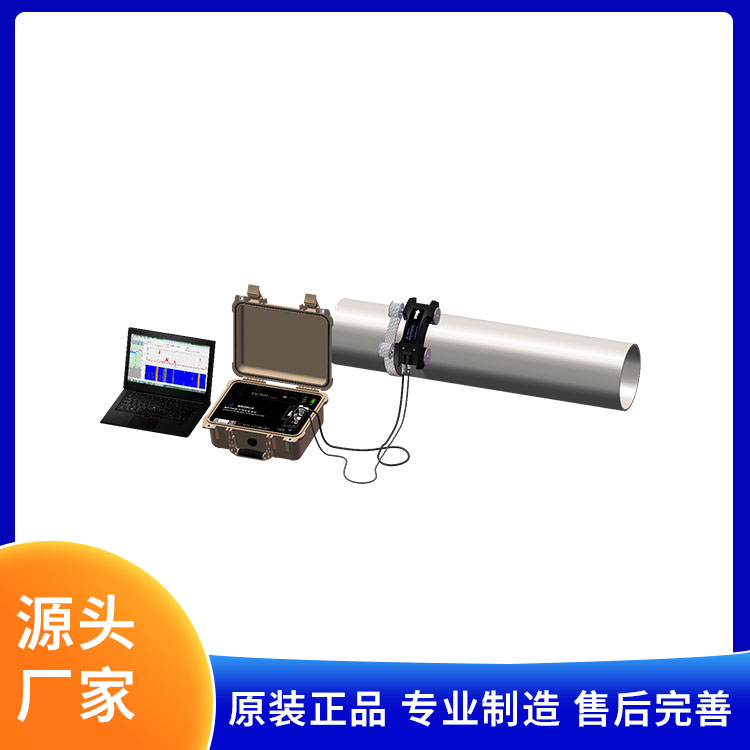
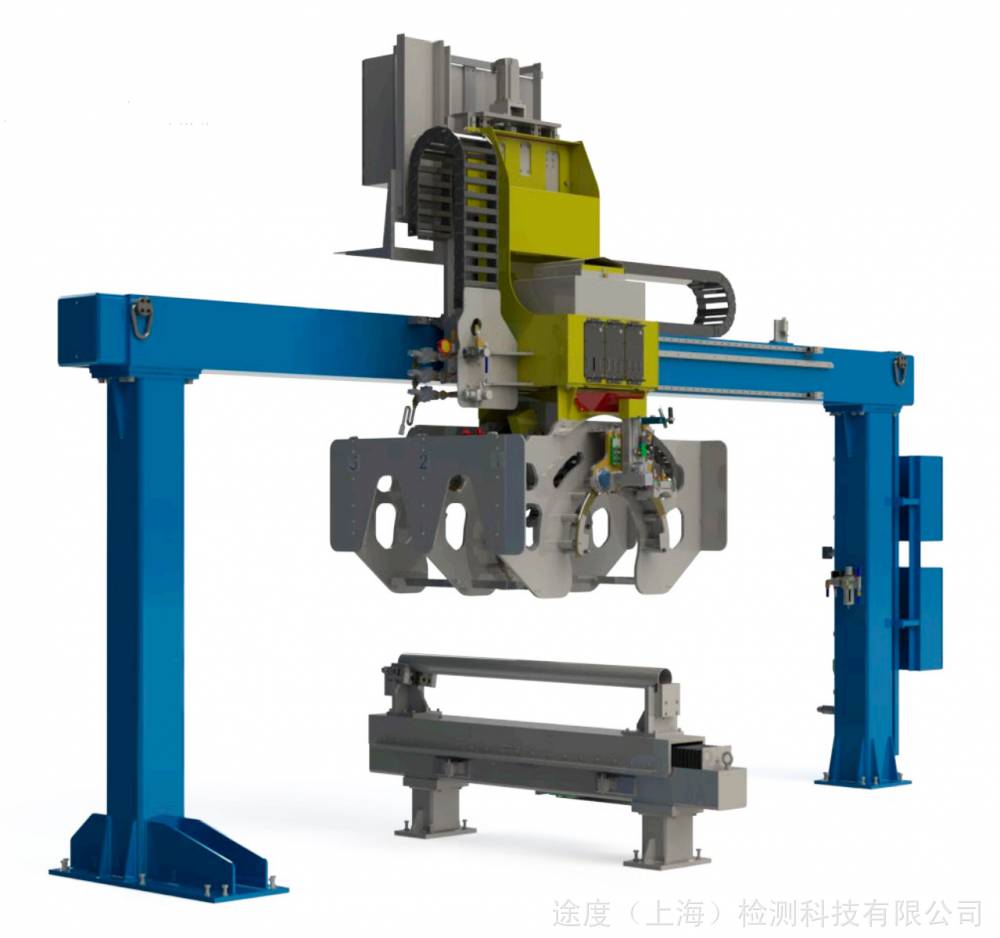
Two curved Phased Array (PA) probes are placed on each side of the pipe weld, enabling detection in both clockwise and counterclockwise directions. To trace the weld and create a weld profile, the curved Phased Array (PA) probe placed on the weld must emit sound beams at zero degrees. Automatic monitoring of the flame-cleaning area is possible, and a weld profile can be drawn to generate a side view of the weld, facilitating rapid analysis of the weld.
Covering most Hot-Affected Zones (HAZ)
Continuously monitor weld cross-sections and heat-affected zones to analyze piping without cutting the material.
Continuously obtain amplitude values across the entire detection area, even during mechanical movement
Innovative and unique water wedges can freely rotate at multiple angles with the movement of the pipe material, thereby providing superior coupling effects.
Automatic Weld Seam Tracking
We utilize a unique algorithm based on time-of-flight analysis to automatically detect the flame cleaning area, and then feed the detected information back to the programmable logic controller (PLC). The PLC subsequently adjusts the detection position for each water wedge automatically.
Rapid testing for superior results
Olympus designs high-speed inspection systems to meet the requirements of the metal manufacturing industry for production efficiency. Our inspection systems ensure compliance with stringent international quality standards without compromising production quality.
Trigger multiple acoustic configurations within the same PA probe: The configured single-transmit single-receive or wide-angle pulse echo mode can complete the detection of the wall area.
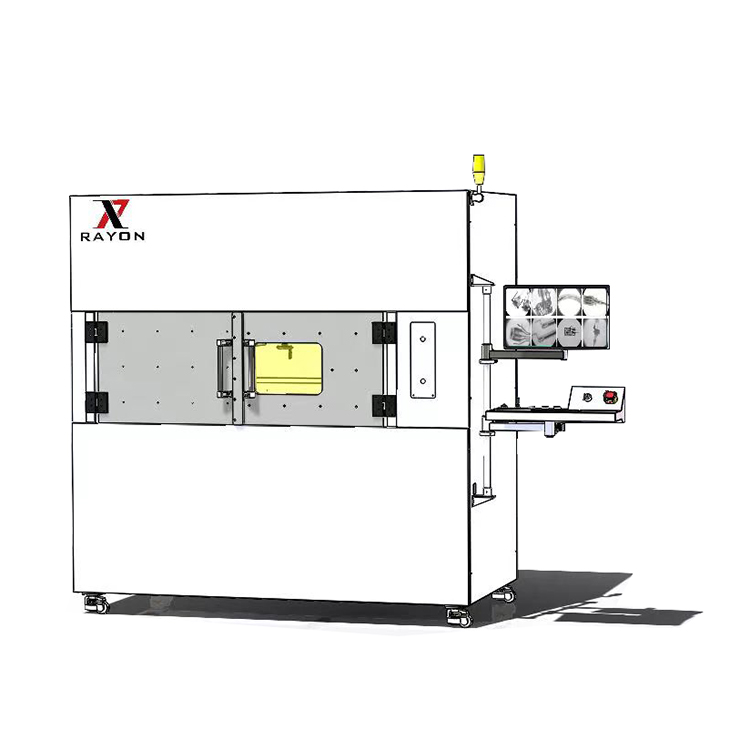
Small automatic gantries can position the detection head at either offline or online locations based on situations such as inspections, automatic calibration, or maintenance.
Calibration bench provided for users, designed for automatic calibration and calibration verification sequences at standard test speeds
Automatic Calibration
To comprehensively inspect pipe materials, it is necessary to calibrate each PA probe. During the calibration process, each probe's apertures must scan a known defect, after which the probe's gain level is automatically adjusted. The automatic calibration feature allows users to easily perform precise calibrations for each focusing rule and verify them, saving a great deal of time and eliminating the need for reliance on user operational skills.
Calibration checks completed under normal production conditions
Each referenced defect must be verified to ensure that any defect exceeding the alarm level is detected.
Test results are displayed in an easily interpretable view.
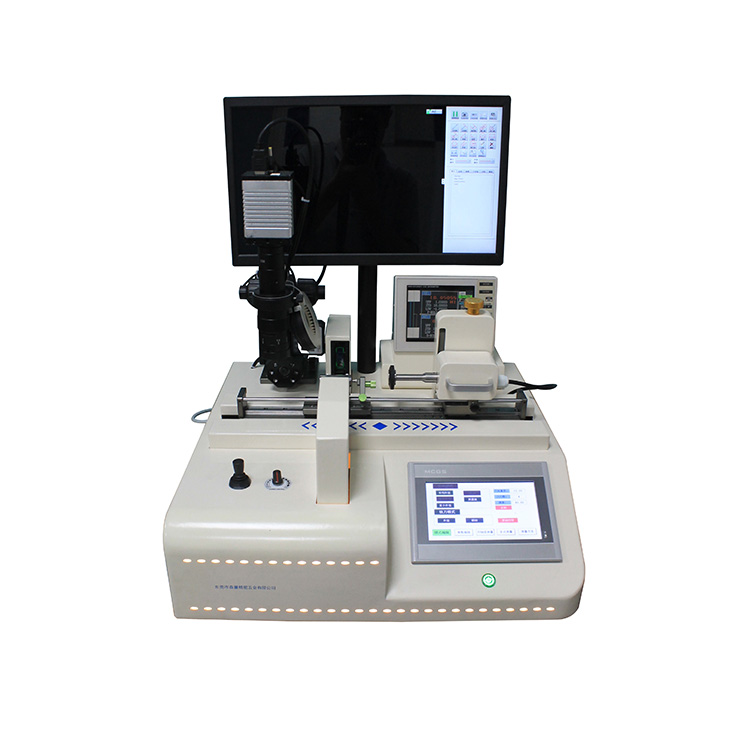
Phased Array Acquisition Unit
QuickScan PA 32:256 module meets the IP55 rating standard and can be conveniently integrated into industrial environments.
Convenient settings
QuickView software facilitates system settings, data collection, and data management.
The software wizard simplifies the process of creating settings for inspecting pipes of various sizes. Each pipe diameter's inspection configurations and calibration parameters are saved and easily retrievable. The final inspection results are consolidated and displayed on the screen, clearly distinguishing between qualified and unqualified pipes.
Quick access to pre-defined test settings
The software features a permission management function, which helps minimize operators' accidental errors.
Calibration and testing information is stored for traceability purposes.
The system can be integrated into the user's detection application to establish an operational mode requiring minimal manual intervention.
Key Technical Specifications
Product Range and Testing Speed | Diameter | 60 mm ~ 245 mm |
Wall thickness | 3 mm ~ 16 mm | |
Testing Speed | Up to 1.5 m/s | |
Testing Coverage | Weld seam fan-shaped coverage area | At least 25 mm (adjustable), for the entire product range |
Axial Pulse Density (APD) | 1 mm(Adjustable) | |
Weld Seam Tracking Capability | -90º ~ +90º | |
Data View | Real-time test results | CScanning, Strip Chart, and Alarm |
Parameter Settings | AScanning, B-Scan | |
Inspection Layout | 20 customizable layouts for user preference | |
Test Mode* | Typical testing modes | 45º60º, 70º (typical testing configuration: ) |
Firing Mode | Pulse echo, one transmission and one reception | |
Configuration of Test Mode | Multiple different detection modes can be configured simultaneously for the same phased array (PA) probe. | |
Typical Defect Detection Capability | APIReference Defect | 12.7 mm/25.4 mm N10With N5, longitudinal grooves on the inner and outer walls |
Defects in Non-API Reference | 0.8 mmPunched Hole (TDH) | |
Minimum Signal-to-Noise Ratio | 9 dB ~ 12 dB | |
Repetitive | LID/LODGroove: ≤ 1.5 dB | |
Report Creation and Data Storage | Report Type | User-configurable inspections, calibrations, and calibration verification reports |
Storage | Real-time storage of test data into the database | |