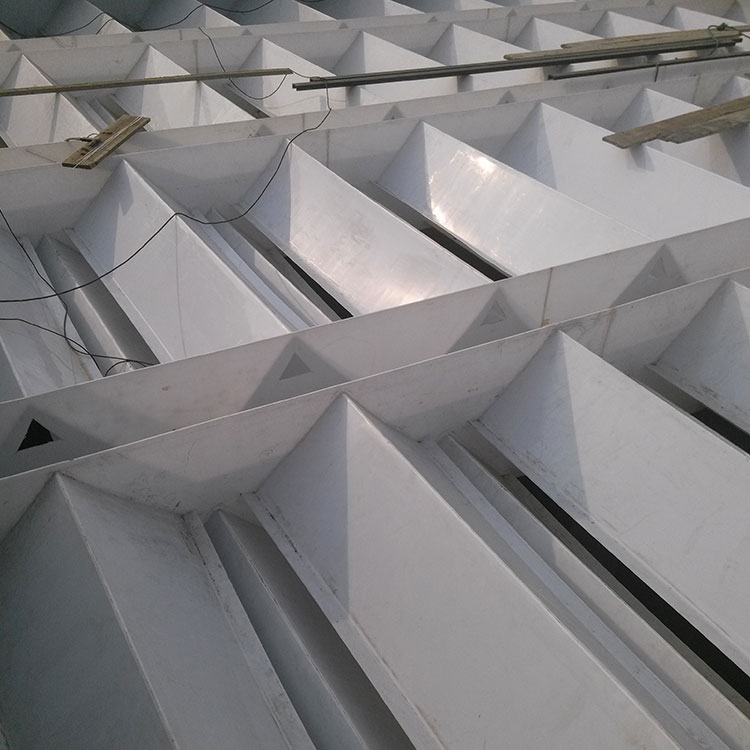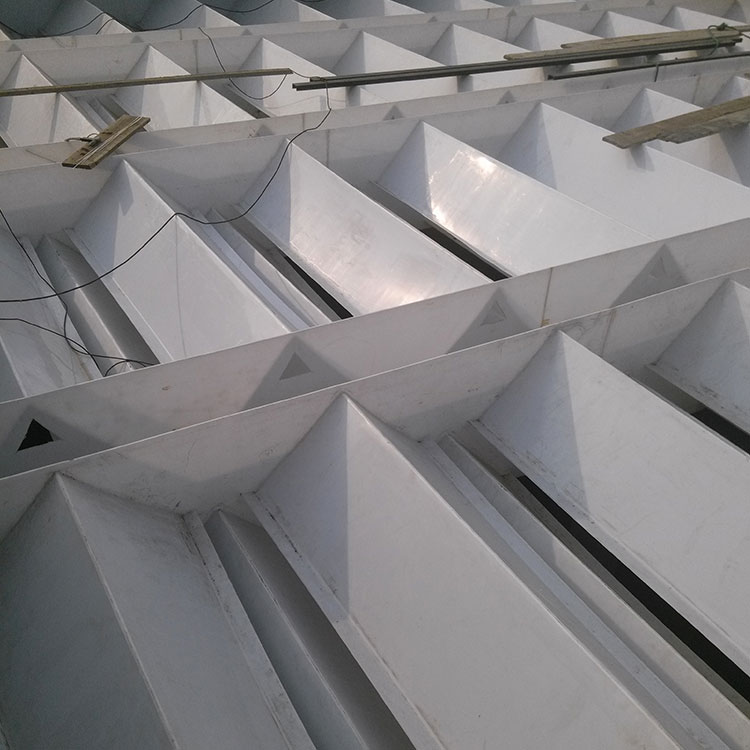




















Upflow Anaerobic Sludge Blanket (UASB or IC reactor) reactor, the three-phase separator is a critical component in anaerobic technology, serving as the core of the UASB process and IC anaerobic reactors. Its function is to separate gas, water, and sludge三相, maximizing the treatment load and efficiency of the anaerobic process. The quality of the three-phase separator determines the treatment capacity of the anaerobic process, making the selection of a high-quality separator particularly crucial in wastewater treatment projects.

1. The UASB or IC reactor is composed of three parts: the influent and distribution system, the reactor tank, and the three-phase separator. 2. The three-phase separator is a crucial piece of equipment, with its function and efficiency significantly impacting the overall system's treatment capacity. Currently, there are variously structured three-phase separators both domestically and internationally, most of which are designed based on the separation methods of solid-liquid and gas-liquid phases. However, under high load conditions, sludge loss may occur, limiting the increase in reactor load. Therefore, there are not many three-phase separators that can be mass-produced and applied.
The Principle of Operation of the Three-Phase Separator
The three-phase separator performs dual functions: collecting biogas generated in the reaction chamber and effectively sedimenting suspended matter within the separator. Its operation involves: the three-phase mixed flow, rich in bubbles, rises to the bottom of the separator, hits the reflector plate, and the gas deflects upwards, separating from the solid and liquid phases, and is concentrated in the gas chamber for discharge. The solid-liquid mixture enters the separator, separates in the sedimentation zone, and the clarified liquid is drained out through an overflow weir. The sludge, losing the bubbling disturbance, undergoes flocculation, sedimentation, and concentration, then slides down the inclined wall and returns to the reaction zone via the sludge recycle outlet. Due to the absence of bubbles in the liquid within the sedimentation zone, the mixture above the sludge recycle outlet has a higher specific gravity than the liquid within the reactor, allowing the concentrated sludge to return to the reaction zone.
Two, to achieve a good separation effect, the three-phase separator should meet the following requirements: 1. Bubbles need to be separated before the mixture of water and sludge enters the sedimentation zone; 2. The residence time of sludge in the sedimentation tank should be short to avoid gas production in the sedimentation zone; 3. Use a smaller surface loading value in the sedimentation zone to enable effective sedimentation of sludge.
Section 3: Different structured three-phase separators are composed of gas collection chambers, sedimentation chambers, mixed liquid inlet, sludge recycle outlet, and reflector cones or gas-retarding plates. Complete separation of gases, separation of mixed liquid inlet from sludge recycle outlet, and lower surface load in the sedimentation chamber all contribute to enhancing the separation efficiency of the three-phase separators.
Gas, liquid, and solid three-phase flows are separated step by step in the separator. Initially, the mixed fluid containing methane rises due to bubble coalescence, reducing its density, and continues to flow upwards. It reaches the liquid surface in the gas release zone, where the gas is released into the gas chamber. The liquid post-gas release passes through the guidance zone and into the sedimentation zone, which is structured like a sedimentation pond. The mixed fluid enters from both sides, with the supernatant draining from the central collecting channel. The settled污泥, having a higher density than the mixed fluid in the separator's lower gas-containing section, flows back into the anaerobic bioreactor zone via the污泥回流缝, maintaining a high biological concentration.