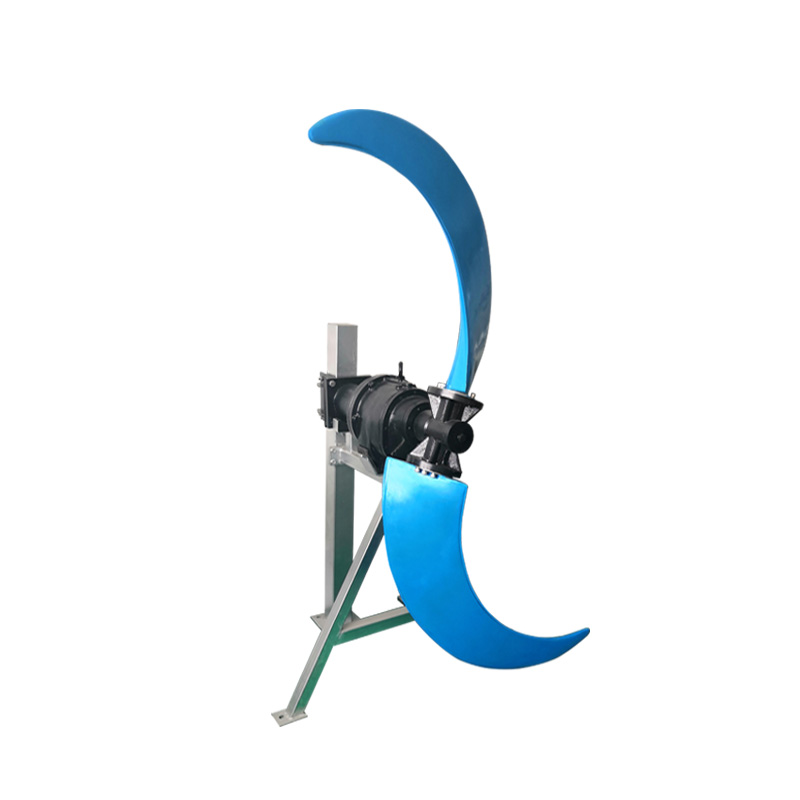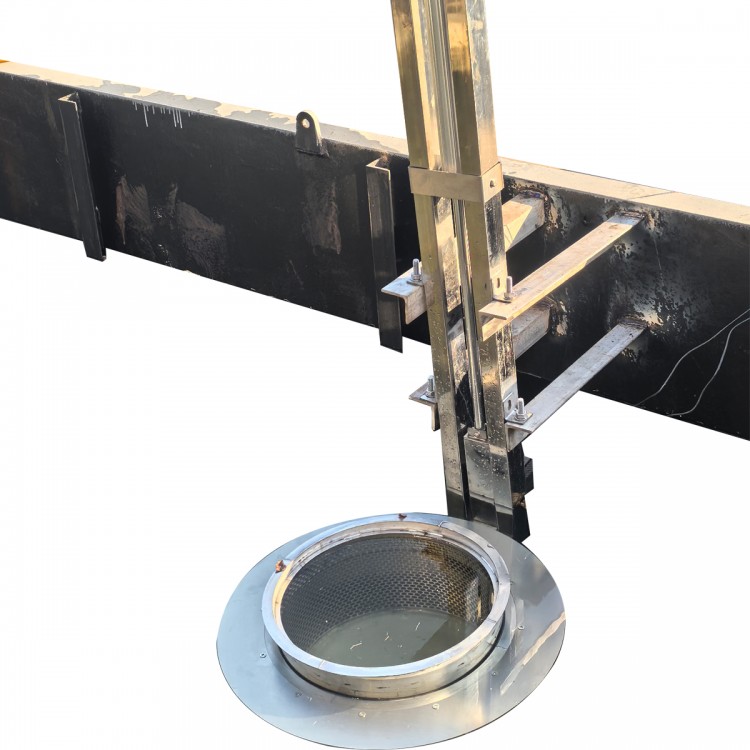











Submerged mixed-flow pumps are mainly composed of parts such as the suction pipe, impeller, guide vanes, pump shaft, discharge pipe, bearings, stuffing box, and blade angle adjustment mechanism. They are devices that transport liquids by the combined action of centrifugal force and axial thrust, hence the name "mixed-flow pump." Currently, they are widely used in agricultural hydraulic facilities, urban flood control and water supply, mild sewage discharge, and water transfer projects.
I. Features:
1. Capable of conveying fresh water and slight sewage, with a medium temperature up to 40°C, and pH value of 4-10.
2. Top-notch hydraulic model, meticulously crafted, ensuring performance requirements are met.
3. Dual mechanical seal, reliably prevents leakage; large pumps, due to significant axial force, use special thrust bearings. The structural design is rational, with ample lubrication and good heat dissipation, resulting in a long service life for the bearings.
4. The motor features F-grade insulation, with high-temperature resistance and is equipped with temperature protection, monitoring, and leakage alarm devices.
5. Equipped with a control cabinet that supports 1-to-2 to 1-to-4 control modes, it can automatically shut off the pump and start the backup pump in case of a failure; retains fault signals (self-diagnosis) and other functions, ensuring high operational reliability.
6. Submerged in water, the pump has good cooling conditions, excellent running balance, stable operation with minimal vibration and low noise.
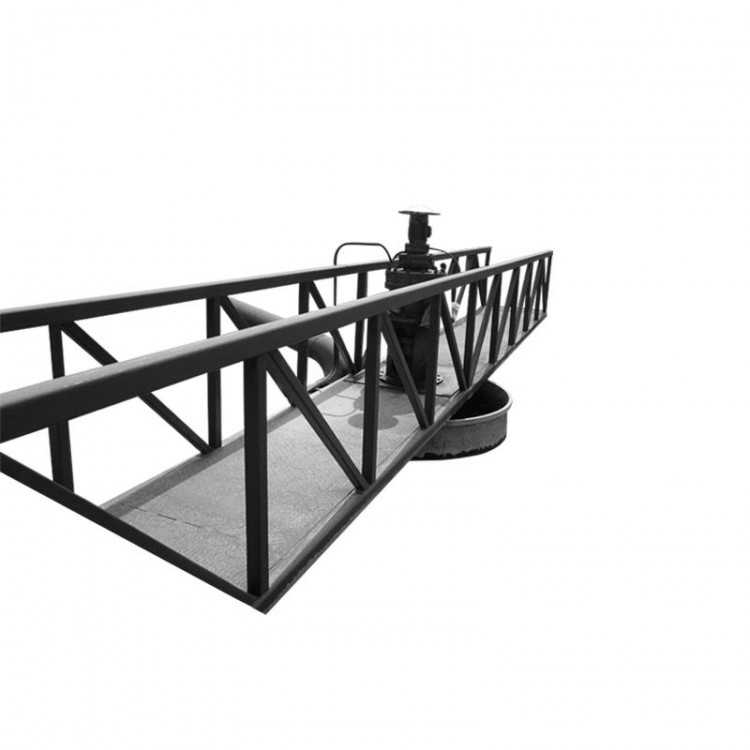
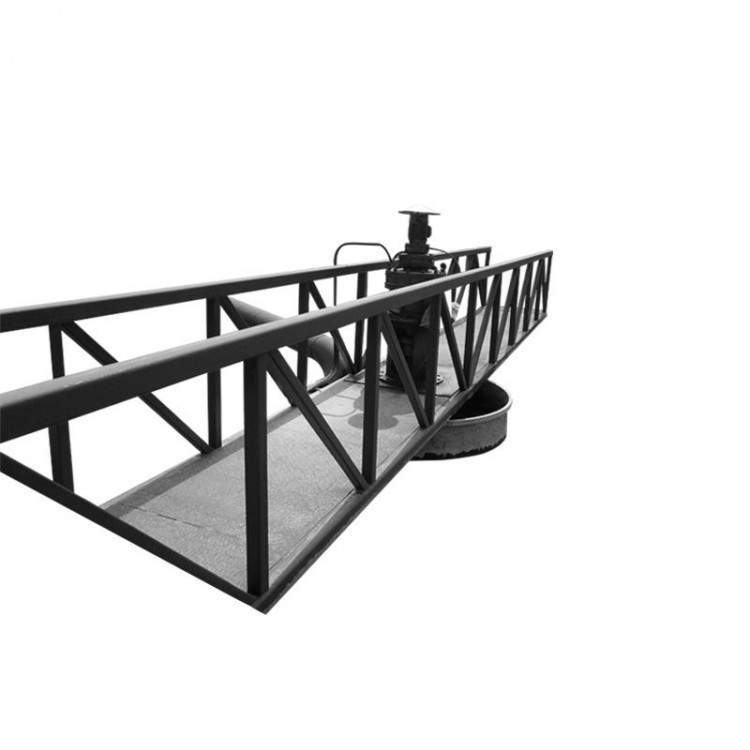
7. Users can design underground pump stations according to their needs to enhance the environmental aesthetics.
8. Pump station scale is small, with simple civil engineering and architectural structures, significantly reducing investment, and pump station construction costs can be saved.
Main Applications and Scope
The ZQB type submerged axial flow pump and HQB type submerged mixed flow pump are new pump products jointly developed by our company with domestic universities and colleges based on the digestion and absorption of advanced foreign technology. They offer advantages such as low engineering investment, convenient maintenance and management, favorable operating conditions, high operational reliability, and benefits for automation. They are widely used in agricultural irrigation and drainage, industrial shipyards, urban construction, power plant water supply and drainage systems, and hydraulic engineering projects.
Terms of Use
Suitable for conveying clear water or other liquids with physical and chemical properties similar to water
High temperature of transported medium: 40℃
Delivery Medium pH Value: 5-9
Maximum Dive Depth: 10m
The interval between each startup must not be less than 10 minutes.
Product Model Description
Submersible Axial Flow Pump, Mixed Flow Pump Structural Diagram
I. Design and Craftsmanship
1. The ZQB series submersible axial flow pumps, designed according to customer requirements, utilize our exclusive new submersible pump design software (CFD) and computer three-dimensional fluid flow field dynamics digital simulation technology for hydraulic model design. The designed hydraulic models are highly efficient and capable of passing particles of a certain diameter, ensuring the pump operates safely and reliably in harsh environments.
2. The ZQB series submersible axial flow pumps feature an integrated mechanical and electrical design, with a compact structure and easy operation.
3. The ZQB series submersible axial flow pumps are equipped with various protection functions: water leakage alarm device in the machine's wiring chamber, overheating protection device in the stator winding, anti-dew device in the stator winding, thrust bearing temperature measurement sensor, and mechanical seal leakage alarm device in the pump oil chamber.
Section II: Manufacturing and Assembly Processes
Advanced manufacturing techniques are utilized in the production of submersible axial flow pumps.
1. The propeller of the submersible axial flow pump is designed with an advanced hydraulic model. The dynamic balancing of the impeller is achieved through balancing tests on the Shanghai Shen Guang Balancing Tester, ensuring a dynamic balancing accuracy of G6.3 grade. This guarantees the pump operates smoothly with no vibration and noise levels below 70 decibels.
2. Submersible axial flow pump motor lead wires are treated with special processing. Due to the long-term underwater operation of submersible axial flow pumps in harsh conditions, coupled with other human-induced adverse factors, the cables may sustain unexpected damage, causing water to enter the motor. Special sulfur vulcanization sealing treatment eliminates the risk of cable damage leading to motor failure. The main principle is: the submersible cable is composed of a rubber outer sheath, filling material, and cable core. Each cable core consists of an inner rubber sheath and multiple strands of copper core wire. When the cable outer sheath or inner rubber sheath is damaged, medium water can enter the motor cavity through the gaps between the cable core and outer sheath or the gaps between the copper core wires, thereby damaging the motor. Our company addresses this by peeling the single-core cable, tin-plating it, and then embedding it in rubber. Subsequently, a single-core cable is inserted into the rubber and sealed with a rubber ring. Using sulfur vulcanized water-tight cables, the motor can operate normally submerged at a depth of 20 meters, fundamentally eliminating the pathways for water to enter the motor. See relevant drawings for details.
3. Submersible axial flow pump rotors and bearings are assembled using hot pressing, with major components and critical parts machined at a CNC center. Quality control is conducted on the assembly line, and performance testing is done at the quality testing center.
4. Submersible axial flow pumps are cast using advanced mold-making technology, with Ashland process cores. The three-dimensional spatial dimensions are precise, and the hydraulic components and blade channel components have smooth surfaces and high hydraulic efficiency, ensuring that the parts fully meet design requirements during the manufacturing process.
1. Product Features
The ZQB type axial flow submersible pump and HQB type mixed flow submersible pump are the updated and upgraded products of the traditional pump-motor unit. The integrated pump and motor can be submerged in water for long-term operation and boasts a series of outstanding advantages.
● Due to the pump being submerged in water for operation, it significantly simplifies the geotechnical and structural engineering of the pump station, reduces the installation area, and can save up to 30-40% of the total project cost.
● Due to the integrated pump and motor, there is no need for on-site shaft alignment process, making installation easy and fast.
Low noise, no high temperature inside the pumping station, improves working conditions, and can also be constructed as an underground pumping station as required to maintain the ground's environmental appearance.
●Easy to operate, no need to lubricate the rubber bearings of the pump before turning on, and can be controlled remotely and automatically.
● Resolves flood prevention issues for motors in pump stations located in areas along rivers and lakes with significant fluctuations in water levels.
2. Application Scope
ZQB and HQB submersible pumps are suitable for agricultural irrigation and drainage, industrial shipyards, urban construction, and power plant water supply and drainage. The ZQB submersible axial flow pump is ideal for low lift and high flow applications. The HQB submersible mixed flow pump offers high efficiency and good cavitation resistance, making it suitable for situations with significant water level fluctuations and high lift requirements.
Terms of Use
The conveying medium is water or other liquids with physical and chemical properties similar to water, with the high temperature of the conveyed liquid reaching 40°C.
Model Description
3. Scope and Conditions
3.1 Lift pumps for urban stormwater pump stations.
3.2 Flood control pump station lifting pumps.
3.2 The conveying medium is water or other liquids with physical and chemical properties similar to water, with the high temperature of the conveyed liquid being 40°C, and the medium's pH ranging between 5-9.
4. Technical Requirements
4.1 Submersible axial flow pumps are used for pumping rainwater containing a small amount of floating debris in urban stormwater pump stations and can operate normally.
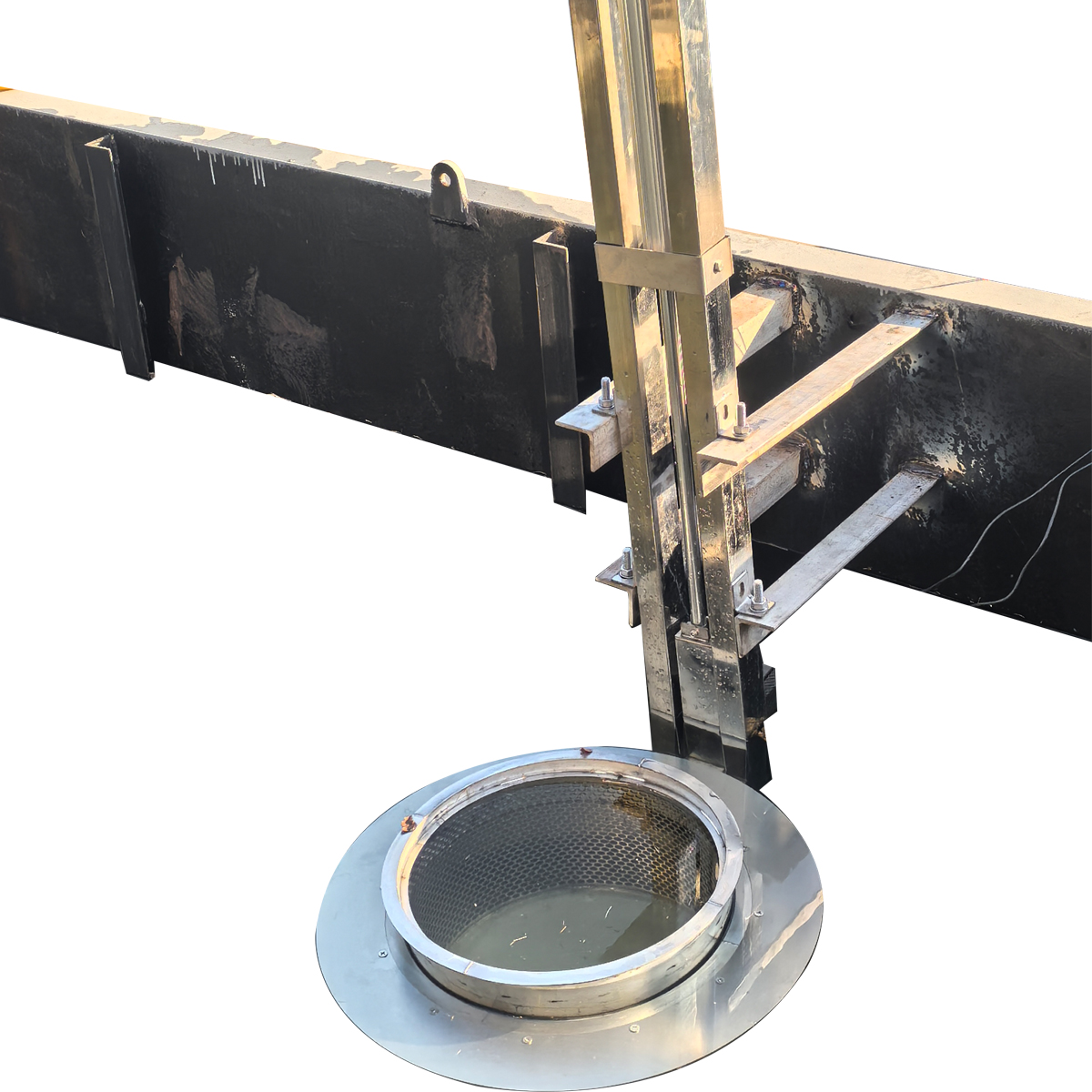
4.2 The intake chamber of the submersible axial flow pump is equipped with a conical intake, featuring anti-turbulence devices to ensure an ideal entry flow state at the suction opening.
4.3 Submersible axial flow pumps can operate normally within the specified range and possess stable head-flow characteristics. When the pump operates at any point on its characteristic curve, the motor power does not exceed the overload limit.
4.4 All pressure-bearing parts of the submersible axial flow pump undergo air pressure tests. The test pressure is 1.5 times the design pressure, but not less than 0.4 Mpa, and there is no leakage after 5 minutes.
4.5 After the sealing assembly of the submersible axial flow pump, a 0.4MPa air pressure test was conducted, lasting 5 minutes with no leakage observed.
4.6 Submerged axial flow pump is coated with anti-corrosion paint, featuring a bright surface without any signs of dirt, scratches, or cracks. The components' surface is treated with rust and oil removal before being coated with epoxy resin anti-corrosion paint.
4.7 The submerged axial flow pump impeller features a semi-adjustable structure, with the impeller blades fitting the spherical chamber x, ensuring even gaps. The impeller undergoes a static balance test prior to assembly, with its unbalanced amount within the permissible range, and a balance accuracy of G6.3 grade.
5. Main Structure
5.1 Submersible axial flow pumps consist of a submersible motor and a pump, forming an integrated vertical structure. The pump and motor share a coaxial design, which is compact and convenient to use. The pump impeller blades are semi-adjustable and evenly distributed on the impeller hub.
5.2 The impeller and shaft of the submersible axial flow pump are keyed and fixed, allowing for easy disassembly and maintenance, and featuring anti-loosening lock.
5.3 To ensure smooth startup of the submersible pump after a long period of shutdown, the structure is equipped with an electric motor anti-condensation device to ensure the insulation resistance remains above 300MΩ. The main principle is that during actual operation, the submersible pump motor may gradually absorb moisture during shutdown, which will be reflected in the gradual decrease of the motor's insulation resistance, potentially causing damage to the motor. To protect the insulation of the submersible pump motor and enhance durability, this protective device detects changes in the resistance value of the electric pump signal lines. When humidity reaches the dew point, a shutdown signal is detected through the terminals, and after a delay, the dehumidifying and heating normally open contact is energized to drive the dehumidifying and heating unit. Heating stops automatically when humidity reaches 70%. If the motor starts up, the control system immediately stops functioning. The mechanical seal is equipped with a sand prevention device, the bearings have self-lubrication capabilities and are completely isolated from the medium. The submersible pump structure includes a winding over-temperature alarm switch, winding leakage alarm, bearing over-temperature alarm device, and leakage alarm for the mechanical seal, among other protection functions, all of which are protected by dedicated protectors.
5.4 Submersible axial flow pumps can continuously operate in medium with a temperature of ≤40℃ without an external cooling system. The operation modes include continuous operation, intermittent operation, or recovery operation after a long-term shutdown. The submersible pumps are equipped with squirrel-cage asynchronous motors, with an IP68 protection grade. The motors are designed for humid and tropical conditions, featuring moisture-proof, mildew-proof, and salt mist-proof capabilities, maintaining excellent moisture resistance, pressure resistance, and starting performance even after a long period of non-operation. The motor is allowed to start more than 15 times per hour. The cooling methods of the motor are divided into two: an internal air circuit and an external water circuit. The design of the internal air circuit involves a fan built into the rotor, with an axial air channel in the stator core yoke, allowing the heat generated by the motor rotor and the stator winding ends to be transferred through the internal air circuit and exchanged with the water in the cooling water channel outside the motor base, thereby cooling the motor. The casing passes a 0.4Mpa static air pressure test without any leakage.
5.5 Submersible pumps are equipped with control cables and power cables. To prevent the risk of medium entering the motor due to the failure of cable sealing, the pump is structurally designed with a power cable terminal on the cable entry box to completely isolate the entry box from the motor, preventing external substances from entering the motor. This also facilitates easy maintenance of the equipment. The cable wire sealing uses a special sulfur vulcanized rubber sealing head, which is easy to replace and effectively seals. The cable wire is of YCW type rubber sheathed cable, with a standard cable length of 10 meters, or configured according to customer requirements.
5.6 To ensure the normal and reliable operation of the submersible pump, a double-layer independent mechanical seal in series is equipped on the pump shaft. The mechanical seal uses carbide tungsten from Shanghai Bokeman Company, with a medium PH range of 5~10, capable of withstanding a positive pressure of 1Mpa and a negative pressure of 0.5Mpa. The design life of the mechanical seal is over 12,000 hours. The sealing device operates within the oil chamber, with the sealing contact surface lubricated by hydraulic action under normal speed conditions. Below the seal between the pump and oil tank, there is a stationary ring and a forward-rotating carbide tungsten ring. Above the seal between the oil tank and motor cavity, there is also a stationary ring and a forward-rotating carbide tungsten ring. The internal interface of the mechanical seal is kept tightly in contact with the spring system. The sealing device automatically compensates for wear gaps and is easy to inspect and replace. Each pump's shaft seal system is equipped with an oil chamber, which has sufficient space to accommodate the expansion of oil due to temperature changes. The oil tank and inspection holes are equipped with leak-proof sealing devices and are easily accessible from the outside.
5.7 The submersible axial flow pump motor winding has an insulation grade of F and a protection grade of IP68.
5.8 The stator uses F-grade insulation, with a maximum temperature rise of 100K at 40℃ pump medium temperature.
5.9 The motor uses a squirrel-cage induction submersible motor from Nanjing Turbine Motor Factory, with a protection class of IP68, and the stator is insulated with F-grade insulation.
6. Main Material
6.1 Submersible axial flow pump blades are made of stainless steel, while the base, pump suction chamber, and pressure chamber are all cast in HT200 cast iron, capable of withstanding certain loads of impact.
6.2 The shaft of the submersible axial flow pump is made of stainless steel, with measures taken to eliminate stress concentration in the structural design and is completely separated from the medium.
6.3 Submersible axial flow pump mechanical seal design for over 12,000 hours of trouble-free operation.
6.4 Submersible axial flow pump bearings are imported, with a design lifespan of ≥80,000 hours or more, reducing vibration, noise, and ensuring safe and reliable operation, thereby extending the service life.
6.5 The static seal of the submersible axial flow pump uses NBR-70 O-ring.
All exposed fasteners are made of stainless steel.
7. Performance Warranty
Each submersible axial flow pump undergoes performance testing after assembly to ensure the overall performance meets relevant standards. Test items include: flow-head curve, flow-power curve, and flow-efficiency curve. Test reports are provided to the customer. Submersible axial flow pumps are guaranteed to operate without failure for at least 10,000 hours, and the design lifespan of the unit is not less than 15 years.
8. Installation
Each submersible axial flow pump is installed in a well-bored concrete casing, featuring anti-reversal and anti-lifting devices for easy operation and installation.
Cables can be effectively secured and sealed at the exit point.
9. Control System Technical Requirements:
Each submersible axial flow pump is equipped with a control and protection signal line, controlled by a dedicated control cabinet. It features automatic protection against faults such as overload, phase loss, short circuit, leakage, overtemperature, and immersion, ensuring reliable operation of the unit.
Monitoring Equipment: Motor stator temperature monitoring is equipped with temperature sensors on the three-phase stator winding coils of the motor, along with thermal protection switches to shut down the motor in case of overheating. The motor winding water protection device is also included, along with leak detection alarms in the mechanical seal. All protection functions are safeguarded by a dedicated protector.
10. Scope of Supply
Submersible axial flow pump main unit; embedded parts; control cabinet; spare parts.