


















Features of Fully Automatic Gas Boiler:
★ Low Nitrogen Condensing Gas Boiler, NOx emissions ≤ 30mg/m³, in compliance with the relevant requirements and standards of GB13271-2014 "Emission Standards of Air Pollutants from Boilers" and GB3096-2022 "Environmental Noise Standard for Urban Areas".
★ Equipped with a flue gas condenser, the furnace structure is rational and fuel-efficient.
★ Featuring a new condensation design concept, advanced technology, attractive appearance, economic durability, low exhaust temperature, and compliance with environmental protection standards.
★ E-type smoke gas recirculation system with three-way smoke gas countercurrent structure, high heat exchange coupling of water pipes and fire pipes, ultra-low NOx emission design ≤30mg/m³, large surface area for double radiation heat exchange, and threaded smoke pipes in the convective tube bundle.
Air and gas are proportionally mixed using a proportional valve and pre-mixing control technology, resulting in uniform combustion on the surface of the metal burner. This ensures stable combustion and heat exchange, further reducing nitrogen oxide emissions.
★ This type of heat exchange system integrates the combustion chamber, flue, and water channel into a single design, offering excellent heat conductivity without dead spots. Based on the laws of conservation of mass, momentum, and energy, it employs a graded heat exchange technology for gas boilers by reasonably applying fluid dynamics principles, known as "wind tunnel" fluid mechanics. The top-mounted burner allows the flue gas to flow from top to bottom, while the water in the heat exchange system of the furnace flows in the opposite direction, from bottom to top, facilitating heat exchange. This effectively absorbs sensible heat from the flue gas and latent heat released during condensation, resulting in low exhaust gas temperatures and achieving energy conservation and environmental protection goals.
Short circuit protection, overload protection, leakage protection, abnormal temperature sensor protection, abnormal water level sensor protection, secondary overheating protection, high water temperature protection, low water level dry burning prevention and shutdown alarm, burner shutdown alarm, and features scale alarm function.
★ 7-inch color touch screen, featuring an industrial-grade CPU module as the core controller. Full Chinese text and graphic simulation with true-color dynamic animation, high-brightness LCD graphic interface, simulation indicators for burners and pumps, real-time display of current working temperature, internal water level, and current date, month, day, and week time. Fault display in Chinese and control parameters. Automatically saves fault records and provides Chinese fault information prompts. Easy data analysis and historical operation data query with standard RS232/485 interfaces for connection with building automation or DCS, enabling group control for multiple boilers.
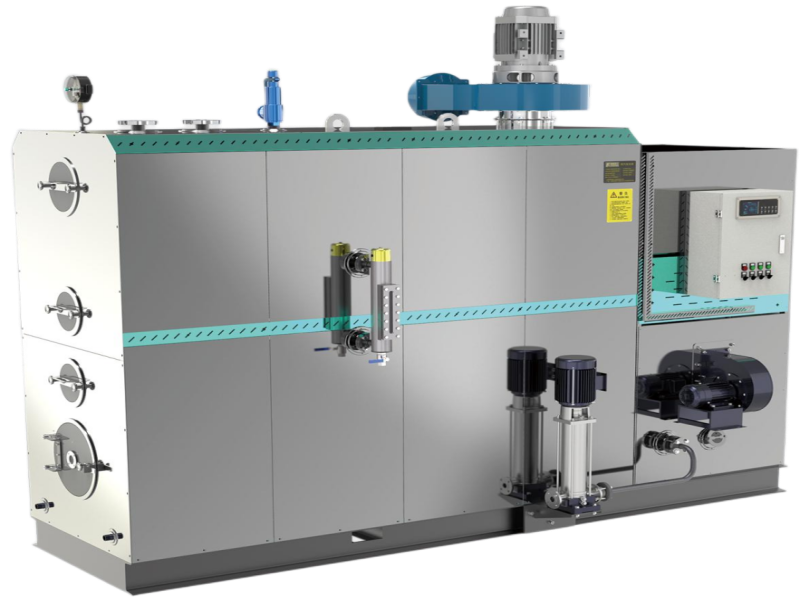
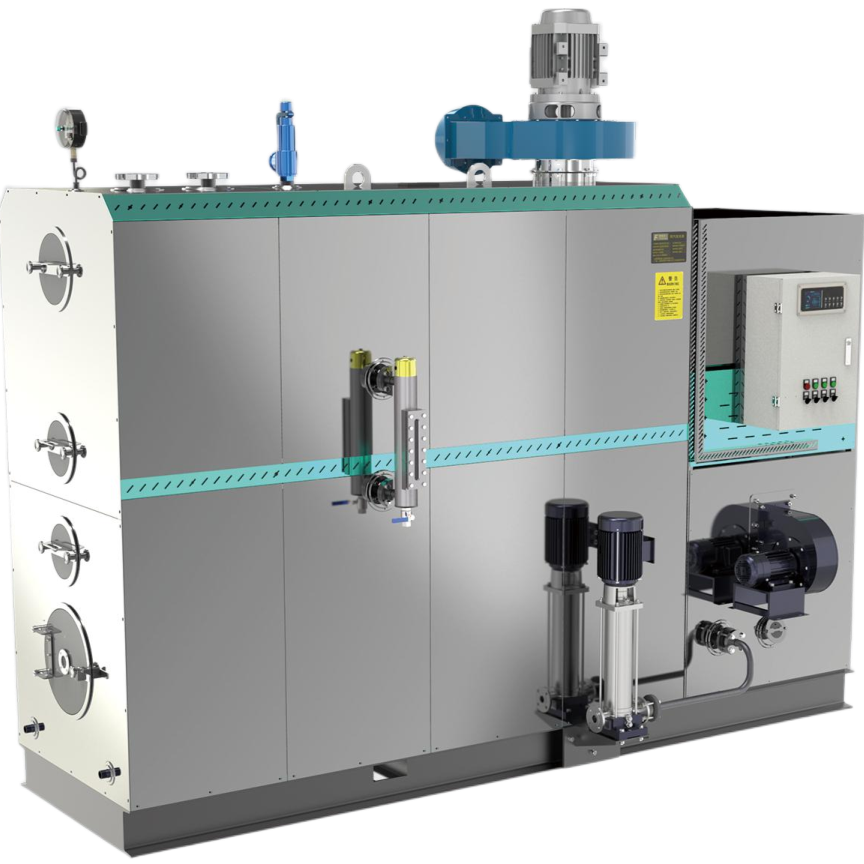
Our company has developed a low-nitrogen atmospheric pressure hot water boiler that is self-regulating, energy-saving, environmentally friendly, convenient, and aesthetically pleasing, drawing on the many advantages of similar well-known brand boilers and adhering to the manufacturing standards of the Chinese boiler industry. It is suitable for hotels, schools, hospitals, swimming pools, residential communities, and other institutions, providing 24-hour heating and domestic hot water. When paired with a refrigeration unit, it can form a central air conditioning system with both heating and cooling functions.
Horizontal E-type loop three-pass full wet-back structure, flanged butt-welded design.
1). Jet-Engine E-Type Three-Circuit Wet-Back Flue Gas Structure: This fully automatic low-Nitrogen condensing integrated gas boiler adheres to the relevant provisions of NB/T 10941-2022 "Technical Conditions for Small Boilers and Atmospheric Pressure Hot Water Boilers," TSG 91-2021 "Technical Code for Energy Conservation and Environmental Protection of Boilers," and TSG 11-2020 "Technical Code for Boiler Safety." The boiler flue gas emissions meet ultra-low NOx emissions of ≤30mg/m³. It features an E-type shell structure and a full wet-back structure. Fuel is burned through an upper-side-mounted burner, causing flue gas to flow from top to bottom, while the water flow in the boiler heat exchange system is in an upward reverse flow. Due to the action of high-speed flames causing回流 and entrainment in the boiler drum, the flue gas undergoes cross-exchange and then turns 180° into the boiler body, flue gas condensation energy-saving unit, and the multi-functional heat exchange area coupled with the water pipes. After another 180° turn, it enters the flue gas condensation energy-saving unit for a second reverse heat exchange of flue gas and water flow, effectively absorbing the sensible heat in the flue gas and the latent heat released during condensation. The low exhaust gas temperature is discharged into the air through the chimney, achieving the goals of energy conservation and environmental protection.
The boiler is composed of the boiler body, base, insulation layer, steel frame, accessory instruments layout, flue gas condensing energy saver, and computer control system. The overall structure of the boiler body features an upper-mounted furnace pot, with the flue pipes evenly and symmetrically arranged below. The drum is made up of the cylindrical body and the front and rear tube plates. The boiler body is assembled by welding the cylindrical body and the upper and lower tube plates together. The furnace pot is made by welding the large furnace pot, the pot top, and the inner tube plate together. The use of a large furnace pot structure increases the heat transfer area, enhances the rigidity of the furnace pot, and accommodates the free expansion of the furnace pot after heating. The convective tube bundle is made by welding threaded flue pipes, which significantly enhance heat transfer, increasing the heated area and making the boiler structure compact, reducing the occupied space. The upper part of the boiler body is equipped with a manway for easy internal inspection and regular maintenance cleaning. The down-draft chamber is assembled in an integrated manner, which boasts good overall design, aesthetics, and elegance, and does not pose any risk of smoke leakage.
The smoke condensation energy saver is assembled from front and rear side panels, left and right side panels, and top and bottom tube plates. The convection tube bundle is welded from threaded smoke pipes and is integrated with the boiler's main body. It features low exhaust gas temperature, effectively increasing thermal efficiency, reducing gas consumption, and minimizing nitrogen oxide emissions.
This furnace type heat exchange system integrates the combustion chamber, flue, and water channel into a single design, offering excellent all-around heat conduction without dead spots. By combining fluid dynamics and based on the laws of mass conservation, momentum conservation, and energy conservation, it reasonably applies the "wind tunnel" fluid mechanics to a graded heat exchange technology for gas boilers.
2). Extra-large Capacity Reverse Flow Furnace: This boiler utilizes a volumetric large furnace tube, which features a spacious combustion chamber. This design not only enhances the rigidity of the furnace tube but also effectively reduces the expansion stress. It strengthens the disturbance of flue gas and increases the radiant heat transfer area. By effectively utilizing radiant heat exchange, it boosts heat transfer efficiency and promotes combustion within the furnace. Coupled with a high-quality and reliable burner, the fuel is completely combusted, improving thermal efficiency and reducing harmful emissions in flue gas, meeting environmental protection standards.
3). Threaded Pipe: The threaded pipe is a helical heat-conducting tube with an inward convex and outward concave structure. It is processed from a standard seamless pipe to a threaded pipe by using a cold rolling method on the equipment. After heat exchange and flow resistance optimization, the heat transfer capacity of a single threaded pipe is equivalent to 1.7-1.8 times that of a pipe of the same size. This design enhances heat exchange efficiency and improves thermal efficiency. It effectively reduces the smoke resistance of the body. The design achieves high-speed turbulent flow of the smoke, preventing pipeline blockage and strengthens heat transfer, reduces back pressure, and improves heat exchange efficiency.
4). Sufficient heating surface area: According to the principle that the heat and temperature of the furnace radiation ring are proportional to the fourth power, the furnace has a large furnace胆 space, with a large effective radiant heating surface, and a high proportion of radiant heat absorption in the total heat absorption. Due to the entrainment effect of the high-temperature flame on recirculation, the temperature field inside the furnace is uniform, effectively inhibiting the formation of NOx. It is an environmentally friendly combustion method, and due to the turbulent action of recirculation, it increases the convective heat transfer between the airflow and the heat exchange surface.
5). Large-capacity hot water storage room with unique structure: This storage room provides customers with high-quality hot water sources, capable of handling load fluctuations, instability, and peak changes promptly. It also features a curved outlet device to maintain a consistent hot water output, offering a high-quality water output curve. It prevents dead corners in the boiler from accumulating hot water and effectively inhibits scale formation.
6). Temperature Equalized Water Circulation System: The furnace is entirely constructed with an arched structure, ensuring no dead corners for uniform heat and cold exchange, achieving the set pressure more rapidly. Equipped with an internal return water regulator, it disperses the flushing action over the furnace heating surface during the return water process, ensuring stable and reliable operation.
7). Robust and durable boiler inner shell, clean and hygienic water quality: The boiler inner shell, as per the contract agreement, can be treated with anti-corrosion and anti-rust measures, boasting excellent resistance to atmospheric corrosion. Its surface can form a protective film against corrosion, safeguarding the internal steel substrate, and this protective layer also provides cathodic protection to the steel substrate, effectively extending the stable operation of the boiler inner shell. Additionally, it has anti-rust, anti-corrosion, and anti-scale properties, protecting both the boiler seams and ensuring clean and hygienic water quality.
8). Rational furnace structure and easy maintenance: Featuring an advanced and unique design, it ensures the boiler's reliability and economic stability. The main pressure components are焊接 using flange butt joints, guaranteeing high-quality welds; it utilizes a new concept of balanced flue design, employing a fire tube heating method, with the fire tube evenly placed inside the furnace, surrounded by boiler water. This structure offers a large furnace interior space and a large effective radiant heating surface, optimizing the heat absorption area and enhancing heat transfer and heat exchange efficiency. Inspection ports are designed on both sides of the boiler, facilitating inspection and cleaning, simplifying the cleaning process, and making maintenance and upkeep extremely convenient, meeting the users' requirements for equipment operation and maintenance.
9). Advanced heat transfer technology with fast heat transfer rate and high thermal efficiency: Utilizing heat transfer and flow resistance technology from "Harbin Institute of Technology's Light Source Research Institute," incorporating threaded heat transfer flue pipes and optimized flue speed design, the output and thermal efficiency of the boiler do not decline with extended operating time, ensuring stable heating. The thermal efficiency remains stable under various load levels, and the furnace design balances the flame volume of the burner and the heat exchange surface area, achieving an equilibrium flue gas temperature at the outlet of the exhaust pipe. The thick insulation layer ensures the boiler's outer surface meets energy-saving requirements. Equipped with a flue gas condensation energy-saving device at the tail, it recovers waste heat from high-temperature flue gas, achieving low exhaust gas temperature and saving fuel for the customer. It completely eliminates the drawback of other gas hot water boilers, where the flue pipes accumulate soot and become less energy-efficient over time.
10). Stable and Reliable Control System: The control system features protective measures, water and feedwater temperature control, and water temperature display. Temperature can be freely adjusted within the specified range. Intelligent control functions such as over-temperature protection, leakage protection, overcurrent protection, water shortage protection, phase loss protection, and fault alarms ensure the boiler operates normally. The control system employs multi-level interlock protection and alarm design, with a complete set of automatic protection measures. Thicker boiler heat-resistant steel pipes ensure stable boiler operation. The boiler is designed at atmospheric pressure, and the water pressure test of the boiler body is conducted at 0.2MPa. The dry burn prevention function uses a water level sensor to protect the boiler from water shortage, utilizing the conductivity of water to measure the water level in the drum for high precision level control. If the boiler scale exceeds the standard, the boiler controller will automatically alarm and prompt, ensuring the boiler's longevity and durability, fundamentally preventing accidents, and also facilitating maintenance.
11). Long-lasting and Low-Failure Rate: The overall consistency of the boiler structure, medium self-circulation velocity, and high-temperature flue gas velocity ensures that the furnace tubes will not burst due to scaling, guaranteeing both the stability of the boiler and the combustion efficiency of the burners. By reducing the number of operating cycles and load fluctuations, the equipment runs consistently under full load, enhancing efficiency and energy savings, and reducing failure rates; and by reducing load fluctuations, the equipment maintains a consistent operation under full load, further enhancing efficiency and energy savings. Equipped with automatic protection against over-temperature, leakage, and water shortage, it is stable and reliable.
12). Integrated Combustion Configuration System: Designed as a whole, combining the hot water boiler and burner. This custom design tailored to the ultra-low nitrogen atmospheric pressure hot water boiler features is a long-standing tradition of our factory. It ensures a reasonable combustion ratio for the boiler, a rational combination of energy-saving and environmental protection technologies.
13). Excellent thermal insulation with minimal heat loss: The thermal insulation material features high-density silica-alumina felt + premium aluminum foil centrifugal glass fiber wool, offering superior thermal insulation properties.
14). Computer-Aided Design Drawing: Utilizing CAD software for optimized design ensures efficient water circulation with minimal flow resistance. Effectively optimizes the heat exchange coefficient of the furnace's heating surface, enhancing thermal efficiency.
15). Meets Environmental Standards: During the condensation process of water vapor in flue gas, harmful gases such as NOX and SOX are absorbed, resulting in significantly lower levels of harmful gases in the emissions. This can reduce harmful substances in the flue gas. The air is purified, benefiting environmental protection. This technology complies with social environmental and energy policies, adhering to the requirements and standards of GB13271-2014 "Emission Standard of Air Pollutants from Boilers" and GB3096-2022 "Environmental Noise Standard for Urban Areas."
16). Aesthetically Pleasing: The shell is made of industrial-grade white polyester paint coated flat packaging, which is beautiful, generous, sturdy, durable, and resistant to corrosion over long-term use.
17). Easy Installation: The boiler is factory-assembled with a compact structure, making installation quick and convenient. All electrical and control lines are pre-connected, simplifying the setup process. Just connect the water, power, gas sources, and the corresponding in/out pipes, and it's ready for operation. Quick and easy installation.
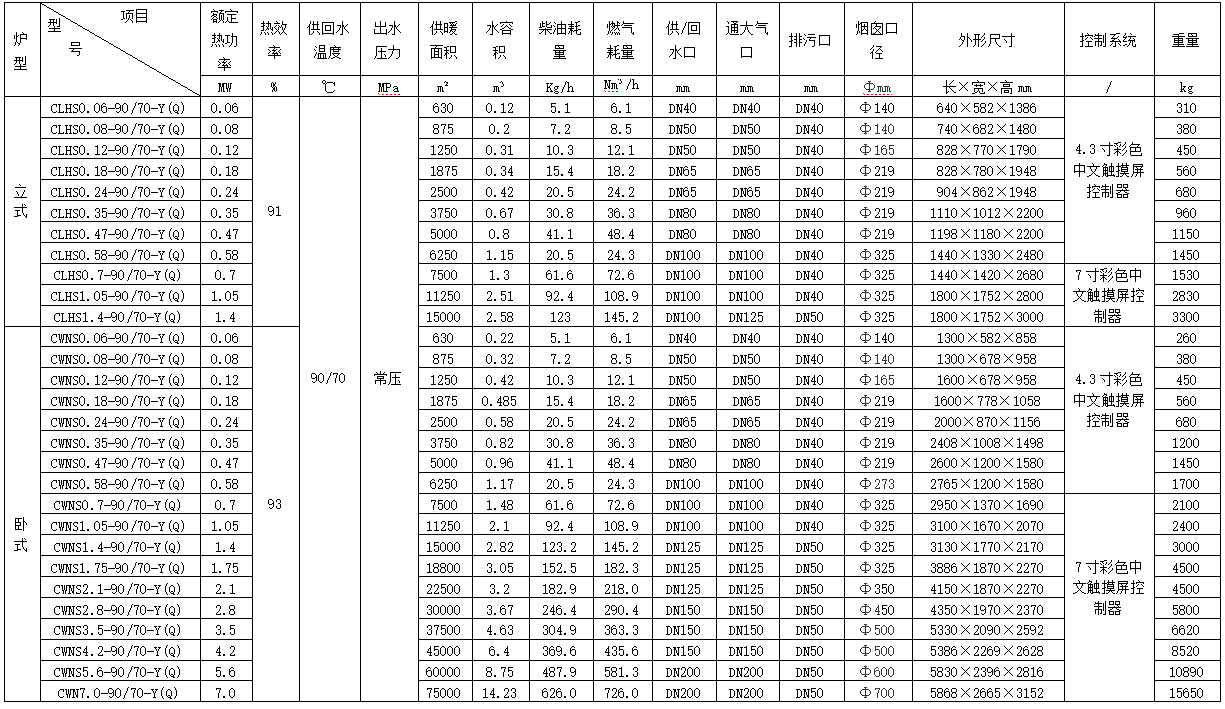
1. Full-Automatic Fuel/Gas Atmospheric Pressure Hot Water Boiler Technical Specifications
Section 2: Technical Parameters of Fully Automatic Fuel (Gas) Pressure Hot Water Boilers

Section 3: Technical Parameters of Fully Automatic Fuel/Gas Integrated Heat Exchanger Hot Water Boiler
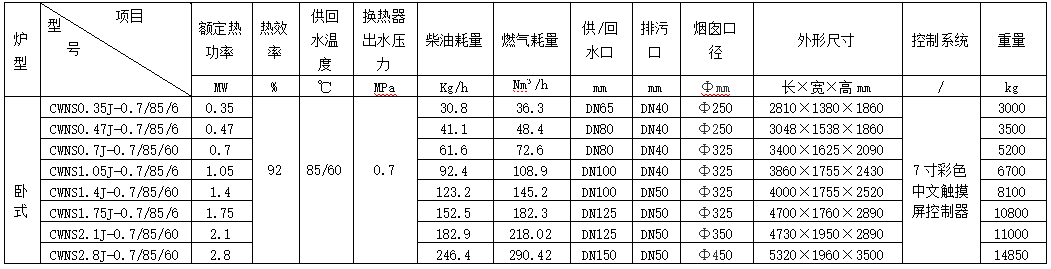
1. Calorific value is calculated according to the following standards: Diesel - 42,900 KJ/kg (equivalent to 10,248 kcal/kg), Natural Gas - 3,600 KJ/Nm³ (equivalent to 8,600 kcal/Nm³), and City Gas - 16,000 KJ/Nm³ (equivalent to 3,800 kcal/Nm³).
2. If the gas source is natural gas, please provide the calorific value, gas pressure range, and altitude when placing an order.
3. Fuel consumption rates are based on full load operation of the boiler. Actual consumption may vary depending on operating conditions.
4. Retain the right to redefine or alter product information without prior notice (including appearance and dimensions, control methods, internal structure, etc.)


















