




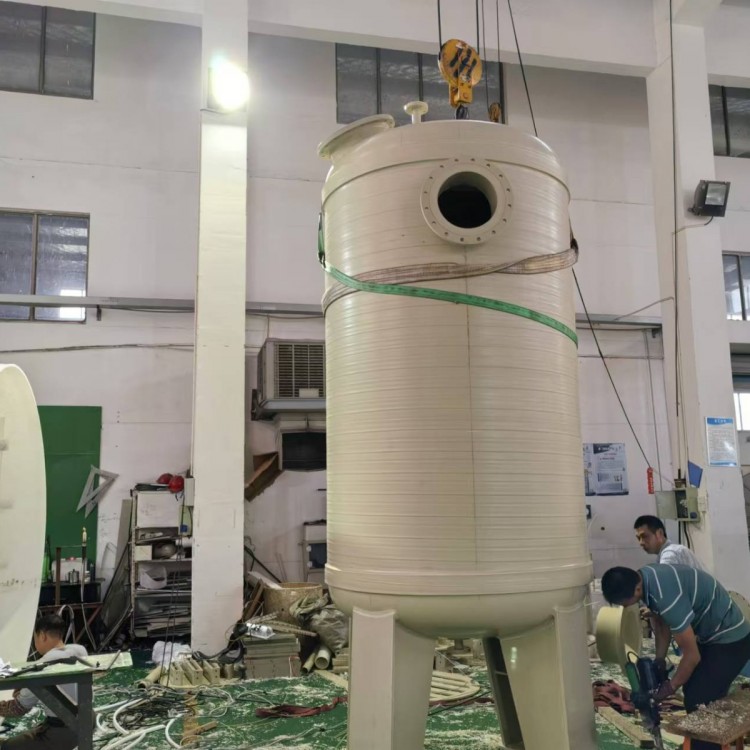

















The PPH vertical storage tank molding process employs spiral extrusion winding technology, achieving international advanced quality standards. The main procedures include tank extrusion winding, external welding, internal seam welding, and pipe mouth installation.
One: Container extrusion and wrapping production
The罐body碰焊process involves using a PPH spiral extrusion winding unit to process PPH granular material into tank-shaped products. The system utilizes a technique that involves melting the PPH granules, extruding them, and then winding them around steel molds to form the tank bodies.
Advantages of Extrusion Winding:
Our production efficiency is 5-8 times higher than manual labor.
Product boasts excellent overall quality, seamless design, and superior corrosion and leakage resistance.
◆ The product is flat and aesthetically pleasing, with the can body designed to be thinner at the top and thicker at the bottom, thereby reducing costs.
◆ No restrictions on product dimensions and shapes
◆ The product is processed into granular material and has excellent aging resistance.
Section 2: External Welding Fabrication
External welding involves using an imported automatic extrusion welding unit to form large weld seams in the high-stress areas of the storage tank in one go. The new PPH granular material, identical in nature to the tank, is thermally melted at the large weld seam, integrating with the tank bottom and body as a single unit.
Bottom Welding Process Features:
High degree of mechanization and automation, stable product quality
◆ The welding joint specifications can be designed according to the stress-bearing characteristics of the product, allowing the integrity of the weld to be fully utilized.
The product has excellent overall quality, seamless integration with the base material, and good corrosion and leakage resistance.
◆ Reduces fraying, ensuring smooth and aesthetically pleasing seams
UV absorber is added to PPH granular material to prevent aging, thereby extending its service life.
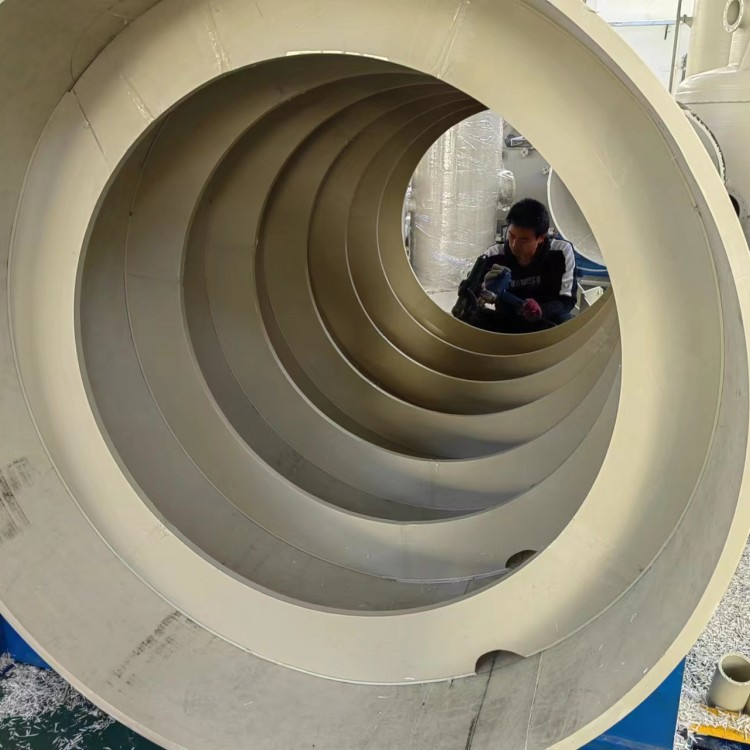
Section 3: Internal Welding Fabrication
Internal welding is performed using an automatic long arm extrusion welding process, a crucial step in all production stages. New PPH granular material, identical in nature to the drum, is thermally melted at the internal weld seam, forming an integral unit with the drum bottom and body. The principle is the same as external welding, but the equipment differs.
Internal Welding Process Features:
High level of mechanization and automation, stable product quality
◆ Weld joint specifications can be designed according to the stress-bearing characteristics of the product, ensuring the full utilization of the overall integrity of the weld joint.
The product boasts excellent overall quality, seamless integration with the base material, and excellent corrosion and leakage resistance.
◆ Reduces fraying, seams are smooth and aesthetically pleasing
The addition of UV absorbers to PPH granular material prevents aging and extends its service life.
Section 4: Pipe End Installation and Fabrication
The pipe mouth installation is a subsequent process, akin to a downsized version of bottom welding. It involves using an imported small automatic extrusion welding unit to weld the pipe fitting to the flange, followed by creating the corresponding diameter opening in the tank with a hole cutter, and then using a German MUNSCH handheld extrusion welding method.
Pipe end installation process features:
High degree of mechanization and automation, stable product quality
◆ The pipe mouth weld is integrated with the tank body, featuring high welding strength.
◆ Reduces burrs, weld seams are smooth and aesthetically pleasing
The addition of UV absorbers to the polypropylene granular material extends its service life.














