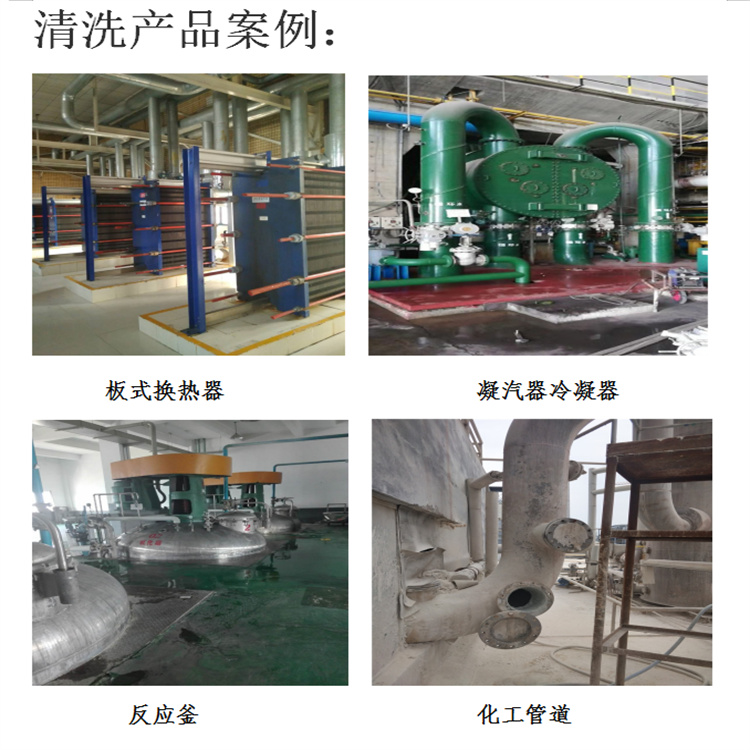










The Regenerative Rotary Heat Exchanger for Flue Gas (GGH), excluding the Absorber Tower (including its internal components), is a high-cost equipment. Its function involves the original flue gas passing through one side as the rotor slowly rotates, while the clean flue gas passes through the other side. As the heat exchange elements rotate around a vertical axis, they alternately pass through the hot original flue gas and the cold clean flue gas. When the original flue gas passes through the heat exchange elements, it transfers some of its heat to the elements for storage; when the elements rotate to the side of the clean flue gas, they release the stored heat to the countercurrent clean flue gas (wet flue gas after washing and desulfurization), raising its temperature to 80°C before it is discharged into the chimney.Above C, to improve the corrosion condition of the flue and chimney after desulfurization, and to increase the buoyancy of the flue gas.
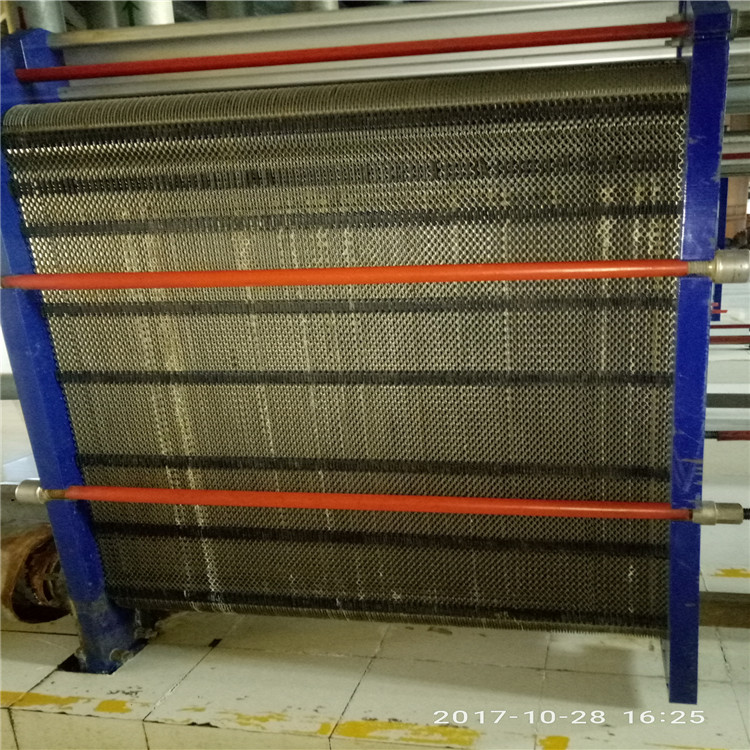
A key feature of this heat exchanger is its thin corrugated plate heat exchange elements with enameled coating, which are dense and compact, thereby reducing the overall volume. However, many users in the already operating Flue Gas Desulfurization (FGC) systems have encountered issues such as severe ash accumulation and blockage in the GGH, poor heat exchange efficiency, and pressure differences far exceeding the design values. From the operation of the currently operating GGH, the ash blocking condition is severe. The failure of the GGH is not due to its mechanical properties but mainly caused by the excessive resistance of the heat exchange elements due to ash accumulation and scaling in the GGH. There are various reasons for ash particle deposition on the GGH heat exchange elements:
(1) The GGH main shaft and flue are typically arranged vertically, meaning the air flow direction is upward for the raw flue gas (towards the absorption tower) and downward for the clean flue gas (to the chimney for emission). Fly ash contained in the raw flue gas settles on the heat exchange elements.
(2) The demister at the desorption tower outlet is not effective, or the demister components have gypsum deposits narrowing the passages, causing saturated wet flue gas to carry gypsum slurry. When this flue gas enters the clean duct of the GGH, the moisture is heated and evaporated (additional heat consumption), and the ash particles remain on the heat exchange elements, forming deposits.
(3) Overflow may occur in the absorber tower due to high slurry levels or excessive foam. If the overflow pipe is not properly draining, slurry can reflux into the original flue gas heat exchanger (GGH). This reflux, even if instantaneous, can lead to significant buildup of residue.
In summary, as the operating time progresses, solid deposits in the GGH will accumulate more and more. In fact, for most GGHs that have been put into operation, the differential pressure of the GGH is... Ensuring the heat exchange performance of the GGH and avoiding clogging are particularly important, making the cleaning of the GGH and its effectiveness crucial.