





















Yantai Kexin Watch Co., Ltd. has successively developed control systems for two-needle tower clocks such as the kx-T1, kx-T3, and kxZ-T5 models, as well as three-needle tower clocks like the kx-T7 and kxs-T7 models. These advancements have significantly contributed to the technical progress of the watch industry by enhancing timing accuracy, reducing operational noise, energy conservation, extending product lifespan, and facilitating clock networking.
Our company is fully equipped with hardware facilities. The three major components of the tower clock (controller, movement, and dial) are all independently researched and manufactured, holding multiple patents. The mainboard of the tower clock controller utilizes the more advanced SMT welding technology, offering higher integration and more stable performance, ensuring accurate timing. The movement is made of full metal with a pure copper core, making it more wear-resistant and longer-lasting. The tower clock dial is treated with professional electrostatic spraying and fluorocarbon baking paint, enhancing its durability and extending its service life. Our company has a complete organizational structure and full departments, with a mature and effective management system for engineering design, construction, and after-sales service, as well as a strict and scientific quality assurance system. The multi-level management of multiple departments such as the engineering department, materials department, quality inspection department, manufacturing plant, and comprehensive service department ensures the progress and quality requirements of the project.
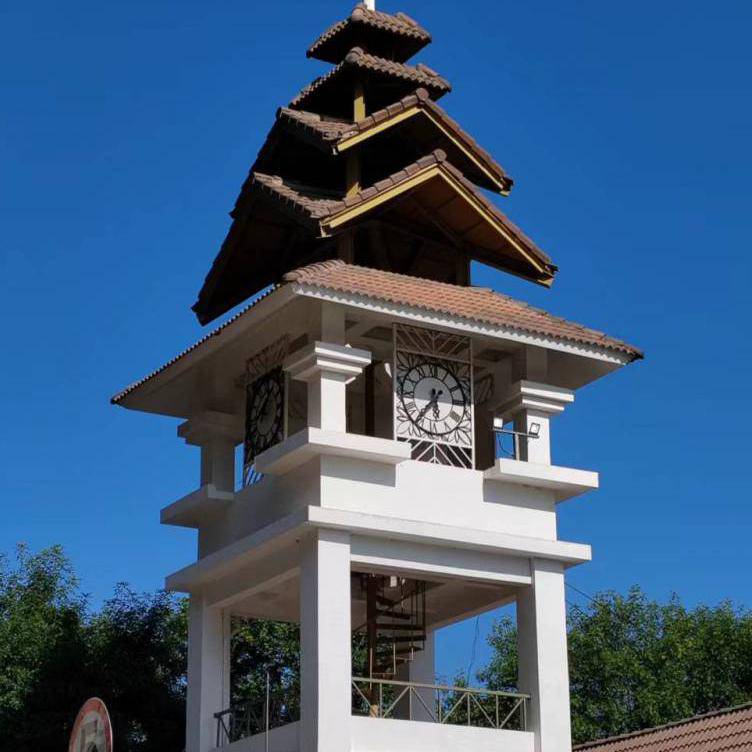
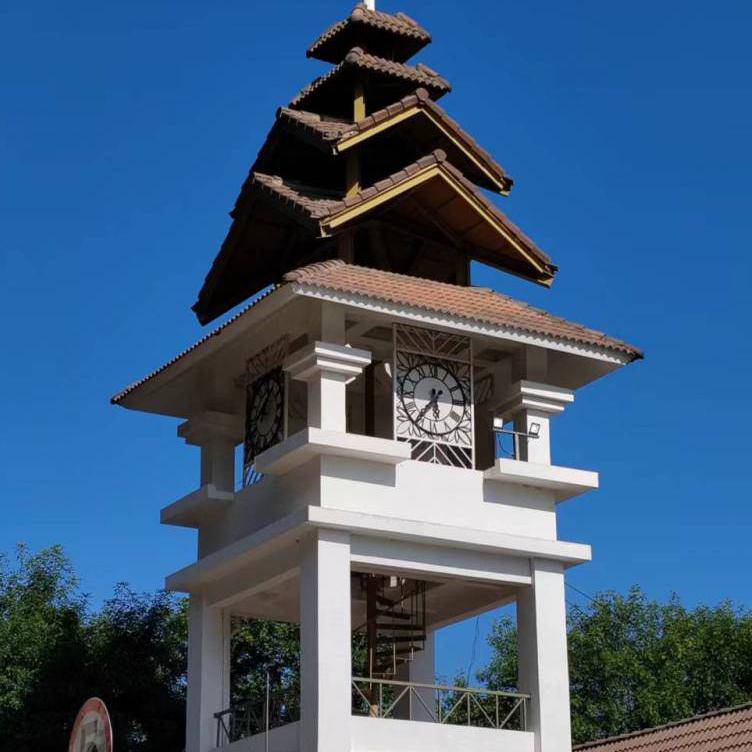
Tower Clock Grand Clock Production and Installation Process
Estimated Completion Time: [Number] Calendar Days
Including: Manufacturing Lead Time: 20 days
Transportation and installation timeline: 10 days
One, Production, Ensure Manufacturing Schedule Plan
1. As per the signed contract. The day after the contract is signed, the company issues production schedules to all departments (including production workshops, technical department, logistics center). The schedules clearly specify the dimensions, colors, functions, and shipping dates for each piece. Additionally, an itemized "Material Requirement Sheet" is attached.
2. The technical department is responsible for determining the technical solution based on the specific requirements of the bidder's tender documents, and providing it to the production workshop for production. The logistics center, based on the "Material Requirement Sheet" and the current inventory situation, drafts a detailed "Procurement Plan," which is then issued to: electronic component procurement staff, outsourced procurement staff, and bulk material procurement staff. It also notifies the finance department of the approximate funds required.
3. Begin procuring various materials starting from the second day, with priority given to urgent production supplies.
4. The company's existing stock of materials and equipment spares, such as control systems and cores, will be immediately incorporated into production as per the contract requirements. By the 3rd to 13th day, the basic manufacturing of the control systems and cores will be completed. They will then progressively move into the debugging and trial operation stages.
5. The watch face production should be basically completed between the 3rd and 13th day (外观 parts do not require adjustment).
6. By the 8th to 11th day, all packaging materials will be in stock, and the wooden boxes for packaging will be completed.
7. All debugging must be completed by the 18th day, followed by inspection prior to packaging, and completion of various documentation and forms required for packaging.
8. All packaging completed by the 19th day.
9. Notify Party A that the shipment is ready for dispatch, and confirm with Party A the specific unloading location and the exact installation time.
10. The installation personnel will arrive at the installation site ahead of the agreed time by both parties to prepare for the installation. The following day, they will inspect the goods together with Party A and begin the installation.
II. Clock Equipment Transportation and Installation Plan:
(Part One) Packaging, Shipment, and Transportation Solutions
1. For packaging, we use cardboard boxes for general control instruments and computer accessories, filled with shock-absorbing foam and moisture-proof plastic bags inside. For items such as dials, valuable goods (like control boxes, clock hands, dials, etc.), and those weighing over 20 kg, we add an outer wooden crate made of high-quality plywood. Shock-absorbing foam is also placed between the wooden and cardboard boxes. All packaging is neat, aesthetically pleasing, and reliable, loaded onto trucks according to road transport requirements to ensure goods arrive at the destination undamaged.
2. Each package box is accompanied by a detailed product packing list, factory certification of conformity, quality inspection certificate, manual, etc. The box is sealed after being inspected and approved by the inspector.
Each packaging box bears the shipper, departure station, consignee, destination station, product name, gross/net weight, total number of packages in this batch, contract number, and "Three Protections" logo.
4. Regarding transportation, for this batch of *** equipment, we will select the most suitable transportation method, such as road or rail, based on the installation location of the tower clock project and the requirements for equipment transportation security. We ensure the safe, accurate, and timely delivery of the goods to the destination. Any losses due to loss or damage will be borne by us. Within 48 hours prior to the dispatch of the equipment, we will send the recipient a fax containing details such as the name of the station for installation, quantity, estimated installation date, contract number, material name, quantity, gross weight, volume, amount, and name of the transportation vehicle, along with the equipment dispatch schedule.
5. Arrival Inspection and Handover
Upon delivery to the buyer's destination, the project manager of our company and the buyer's representative will jointly inspect the goods as per the contract. The inspection scope includes the quantity, specifications, quality, and performance parameters of the equipment. Both parties will sign and stamp the delivery (receiving) document, which serves as a crucial basis for operational handover. In case of goods that do not meet the buyer's requirements, the buyer has the right to refuse acceptance or request a replacement, and the resulting expenses will be borne by our company.
(II) On-site Inspection and Installation Entry
1. On-site Installation Inspection
1) Upon arrival of the goods on site, the installation personnel will inspect the number of packaging boxes and their condition for any damage or missing items, in accordance with the "Shipment Registration Form," together with the recipient.
2) Inspect the goods inside the packaging boxes with the buyer, checking off each item as listed on the packing list.
3) Briefly describe the names, quantities, uses, and storage requirements of various goods to facilitate the provider in securing a safe storage location.
2. Installation on-site
1) All goods shall be delivered to the designated location according to the installation schedule as agreed upon by both parties or as specified in the contract. Prior to installation, the storage location for the goods not yet installed shall be agreed upon with Party A to ensure their safe storage.
2) Work together with the client to determine installation conditions and make necessary adjustments to any conditions that do not meet requirements, ensuring a safe and smooth installation.
3) Inform the buyer of the approximate time for inspection, so they can prepare accordingly.
Section 3: Clock Equipment Installation
Equipment Installation Steps:
1. Assemble the clock face on the corresponding work surface.
2. Rent suitable lifting equipment and employ the whole-lifting method to weld or bolt the steel frame of the large bell with the reserved iron components of the bell tower.
3. Reserve piping between the sub-clock and the master clock, lighting cables, and speaker and amplifier connections.
4. Accept scale lighting wire, movement lighting wire.
5. Install the speakers and connect the speaker power cables.
6. Connect the motor wire and feedback wire to the motor and feedback switch on the core.
7. Connect all motor wires, feedback lines, lighting wires, and speaker wires to the master clock system and the control room where the amplifiers are located.
8. Connect to the GPS time synchronization system.
9. Connect the monitoring microcomputer and tune the monitoring system.
III. Clock Equipment Operation and Debugging
Debugging period: 3 calendar days; simultaneously, the training for the client's designated operators will be conducted during the debugging process.
































