

















I. Definition of Wet Smoke Plume
Chimney emissions of saturated wet flue gas, upon contacting cooler ambient air, undergo a cooling process. During this, the water vapor within the flue gas becomes supersaturated and condenses, with the condensed water droplets refracting and scattering light, giving the smoke plume a white or gray appearance, known as "wet smoke plume" (commonly referred to as "big white smoke"). Key reminder: Wet smoke plume refers to the feathers of birds, not the rain. Not gypsum rain! Not chimney rain!

II. Mechanism of Wet Smoke Plume Formation
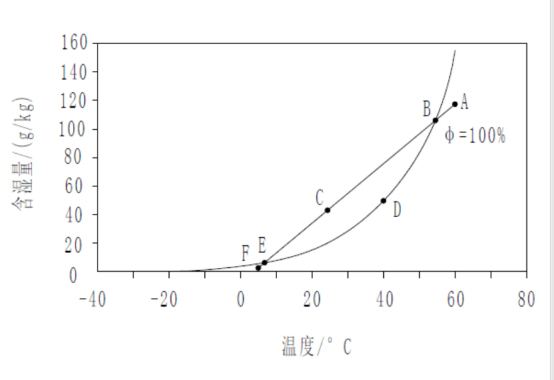
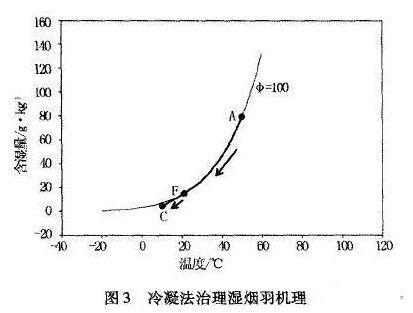
As shown in the figure, this is the saturation curve of moist air. Assuming the state of the moist flue gas at the chimney outlet is located at point F, the flue gas is in an unsaturated state when it leaves the chimney. The mixing process of moist flue gas with ambient air begins along line AB, and upon reaching point B, the flue gas becomes saturated moist flue gas. Subsequently, the mixing of moist air with ambient air follows the curve BDE, with any excess water vapor condensing into liquid droplets, forming a moist plume. Based on the mechanism of formation and dissipation of the moist plume, existing methods that effectively treat moist plumes can be utilized.
Technological categorization:
1. Flue Gas Heating Technology, including typical GGH, Heat Pipe GGH, MGGH, Steam Heaters, etc.
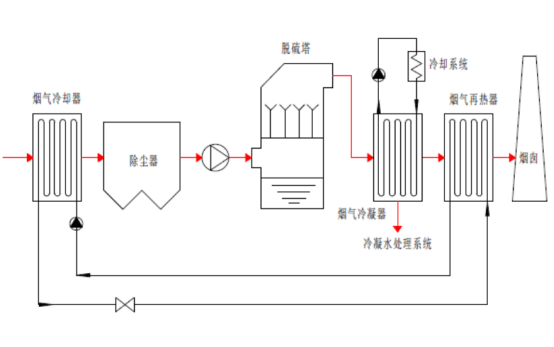
2. Condensate gas cooling technology, typical for new construction of spray towers, water-cooled sources, air-cooled sources, and other artificial cooling sources.
3. Condensate Reheating Technology - A combination of both technologies is applied, considering economic factors. Both simple heating and condensation methods have their limitations. Heating is restricted by the original flue gas temperature, while condensation is limited by ambient air and water temperatures. Under these conditions, if the condensate reheating technology is adopted, combining heating and condensation, it can expand the system's adaptability to environmental temperature and humidity for wet smoke plume elimination.
III. Main Treatment Technologies for Wet Smoke羽
Most domestic boilers and kilns undergo wet flue gas desulfurization before排放, reducing the temperature to 45-55°C, with coking furnace desulfurization flue gas reaching 65°C. At this point, the flue gas is typically saturated with moisture. The flue gas is directly emitted through the chimney into a cooler environment, during which the water vapor in the flue gas condenses to form wet flue gas plumes.
Based on the mechanisms of formation and dispersion of wet smoke plumes, existing technologies with治理 effects on wet smoke plumes can be categorized into flue gas heating technology, flue gas condensation technology, and flue gas condensation and reheating technology. Currently, flue gas condensation and flue gas condensation and reheating technologies are in operation within the power industry, but most are not primarily aimed at treating wet smoke plumes; their main objectives are emission reduction, water collection, and water conservation. Their technical specifications have not yet been formulated with the elimination of wet smoke plumes in mind, but they have objectively achieved the effect of wet smoke plume treatment.
Wet electrostatic precipitators, flue gas mist eliminators, ultrasonic dehumidification, chimney water collection rings, and mist eliminators used in some coal-fired power plants can remove condensate from flue gases, but since the condensate's proportion in the water vapor of flue gases is limited (less than 1‰), removing the condensate can only alleviate "wet plume," not effectively eliminate it, and this article will not delve into it further. Additionally, the use of cooling tower emissions for wet plume control is more suitable for new units and not for retrofitting existing units, and this article will also not explore this in depth.
Section 4: Flue Gas Heating Technology
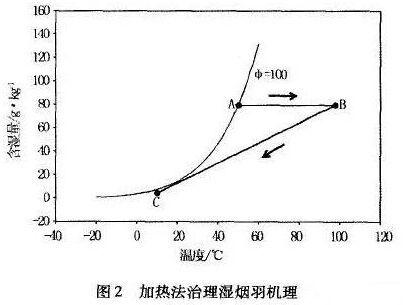
The flue gas heating technology heats the wet saturated flue gas from desulfurization outlets, thereby moving the relative humidity of the flue gas away from the saturation humidity curve. The mechanism of wet plume elimination is shown in Figure 2. The initial state of the wet flue gas is at point A, which is heated along line AB, then mixed and cooled along line BC to the ambient state point C. The entire process from A to C does not intersect with the saturation humidity curve, thus no wet plume is produced.
The heating technologies in service are divided into two main categories based on heat exchange methods: indirect heat exchange and direct heat exchange. The main technologies of indirect heat exchange include: rotary GGH, tubular GGH, heat pipe GGH, MGGH, steam heaters, etc. The main technologies of direct heat exchange include: hot secondary air mixing heating, gas direct heating, and hot air mixing heating, etc. The main technical and economic comparisons of various heating technologies, if they achieve the same technical indicators for wet plume control, are shown in Table 1.

Direct heating technology has a lower initial investment, but due to the non-use of flue gas waste heat as a heat source, operating costs are high, making it excessively costly as a method for wet smoke treatment, and there are few practical applications. In indirect heating technology, both rotating GGH and tubular GGH have varying degrees of air leakage. Under the large-scale ultra-low emissions environment of coal-fired power plants in China, their application as wet smoke treatment methods is also limited. The large-scale heat pipe GGH poses certain difficulties in the arrangement of blowdown equipment and increases the land area required, and has not been applied in large units. The steam heating method also has high energy consumption due to the heat source issue. Therefore, considering the current requirements for ultra-low flue gas emissions and energy conservation, MGGH has a broad application prospect if it is used as one of the methods for wet smoke treatment.
V. Condensate Smoke Technology
The烟气condensation technology involves cooling the wet saturated flue gas at the desulfurization outlet, causing the flue gas to cool along the saturation humidity curve, with a significant drop in moisture content during the cooling process. The mechanism for eliminating wet flue gas plumes is shown in Figure 3. The initial state of the wet flue gas is located at point A, which is condensed along AF after cooling, and then mixed and cooled along Fc to reach the environmental state point C. The FC change process does not intersect with the saturation humidity curve, thus no wet flue gas plumes are produced.
The primary representative technologies for flue gas condensation in coal-fired power plants currently include phase change condensers, condensate water separators, zero补水 desulfurization systems, and integrated flue gas waste heat recovery and emission reduction systems, as shown in Table 2. The names of these technologies suggest that their primary functions focus on emission reduction, water recovery, and energy saving. In principle, all these technologies cool down the clean flue gas after desulfurization, aligning with the mechanism depicted in Figure 3. These technologies have already demonstrated their effectiveness in wet plume control in practical applications.
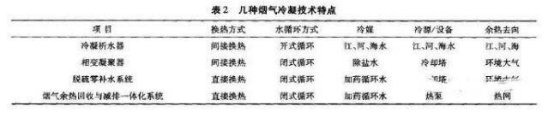
Condensation technology is mainly divided into two categories based on heat exchange methods: indirect heat exchange and direct heat exchange. Direct heat exchange primarily utilizes newly constructed spray towers as heat exchange equipment, which has specific space requirements. The refrigerant comes into direct contact with the clean flue gas, resulting in high heat exchange efficiency; however, it requires supplementary dosing and pH control for the refrigerant water system, making the system more complex. Indirect heat exchange mostly employs tubular heat exchangers as the heat exchange equipment, with the refrigerant not coming into direct contact with the clean flue gas, resulting in a simpler system.
Based on different cold sources, condensation technologies are categorized into: water-cooled, air-cooled, and other artificial cold sources. The water-cooled system is simple, consisting only of pumps and circulating pipelines, typically an open-loop system. It has low operating costs and requires minimal space. Systems using air-cooled sources usually require cooling towers in the circulating water system, making them more complex and space-consuming than water-cooled systems. The newly added cooling towers can become new sources of white smoke near the ground. Other artificial cold sources, such as heat pumps, occupy more space and have higher energy consumption (for example, a steam lithium bromide heat pump requires 0.7MJ of steam to exchange 1MJ of heat). Systems using environmental air, river, or seawater as cold sources are significantly affected by seasonal changes in the quality of the cold source. For instance, in East China, the difference in environmental temperatures between winter and summer can be 20-30 degrees Celsius, resulting in considerable differences in condensation efficiency between seasons for the same system.
The smoke condensation technology cools the wet flue gas after desulfurization, causing a large amount of gaseous water in the flue gas to condense into droplets, capturing fine particles and various pollutants such as SO. Therefore, as a method for treating wet smoke plumes, the smoke condensation technology not only has a good effect on eliminating white smoke but also enables the combined removal of multiple pollutants in the flue gas. The condensed water can be used for desulfurization make-up.
Section 6: Flue Gas Condensation Reheating Technology
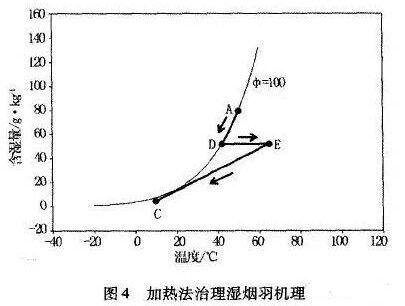
The烟气condensation and reheating technology combines the aforementioned two methods. Its wet smoke plume elimination mechanism is shown in Figure 4. The initial state of the wet flue gas is at point A, which undergoes cooling to condense along AD, then heats along DE, and finally mixes and cools along EC to reach the ambient state point C. The EC change process does not intersect with the saturation humidity curve, thus no wet smoke plume is produced. The dispersion mechanism of the wet smoke plume indicates that ambient humidity and temperature have a significant impact on its formation and scale. Theoretically, under given ambient temperature and humidity conditions, if cost is not considered, both heating and condensation technologies can achieve the elimination of wet smoke plumes (with sufficient high heating temperature and low condensation temperature). However, based on the actual conditions of coal-fired power plants and from an economic perspective, both pure heating and condensation methods have their respective limitations. Heating is restricted by the original flue gas temperature conditions, while condensation is restricted by ambient air and water temperatures. Under these conditions, if the condensation and reheating technology is adopted, combining heating and condensation, it can expand the system's adaptability to ambient temperature and humidity for wet smoke plume elimination.
For example, the saturated wet flue gas temperature after wet desulfurization is 50%. Considering factors such as the selection of cold and hot sources and the heat exchange temperature difference, the heating method should not exceed a temperature increase of 30°C, and the condensation method should not exceed a temperature decrease of 25°C. Under these conditions, the adaptability of the three types of technologies to the environmental conditions for wet flue gas treatment is shown in Figure 5.

The upper boundary of the applicable range is the wet smoke plume elimination area for various technologies. Clearly, the applicability of cooling and reheating technology to environmental conditions is much broader than that of simple heating and condensation technologies. When the relative humidity is 80%, heating technology can eliminate wet smoke plumes at an environmental temperature above 15°C; cooling technology can eliminate wet smoke plumes at an environmental temperature above 9°C; and condensation reheating technology can eliminate wet smoke plumes at an environmental temperature above -6.5°C.
Several typical applications
Boilers and industrial kilns
Desulfurization flue gas outlet temperature is between 45-55°C, with low flue gas temperature and humidity. Direct heating or direct condensation technology can be used, as well as circulating water cooling or air cooling. Then, utilize the flue gas waste heat through GGH or MGGH heat exchange to achieve flue gas de-whitening. Condensate water is used as a supplement for the desulfurization process water, without disrupting the desulfurization balance.
2. Sintering Machines and Vertical Kilns for Steel Mills
The desulfurization flue gas outlet temperature is between 55-60°C, with a relatively high moisture content in the flue gas. Given the large volume of flue gas, a recirculating water cooling system is used to lower the temperature to 40-45°C, followed by using MGGH to heat the desulfurization process with the excess flue gas heat. The condensate water is used as a supplement for the desulfurization process water, ensuring no disruption to the desulfurization balance.
3. Coke oven
The desulfurization flue gas outlet temperature reaches up to 65℃, with a high moisture content in the flue gas. A circulating water cooling system is used to lower the temperature and remove condensate, reducing the flue gas temperature to around 45℃. Then, GGH or MGGH is employed to utilize waste heat for heating the wet flue gas, with steam as a supplement. The flue gas can be directly discharged or returned to the original chimney for heat reserve; a large amount of condensate is produced, which is simply treated and reused.
Typical ProcessRoute:
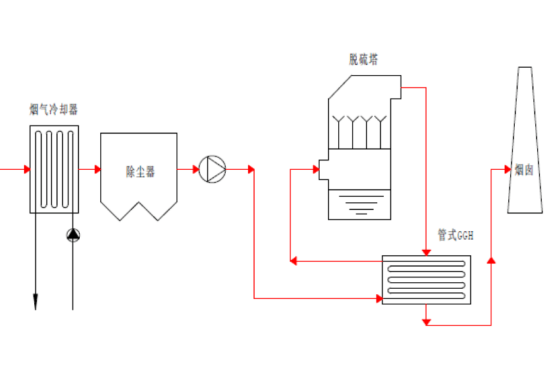
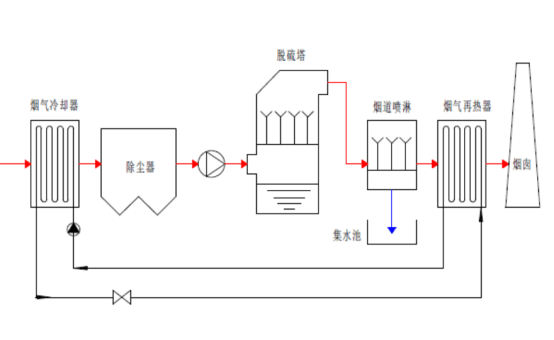

Usage:
Shougang Group Corporation's X Coke Chemical Company, in collaboration with low-temperature denitrification and ammonia-based desulfurization, utilizes GGH technology to achieve desulfurization and white smoke removal through waste heat from flue gas. This system was put into operation in April 2017 and has yielded good results.





















