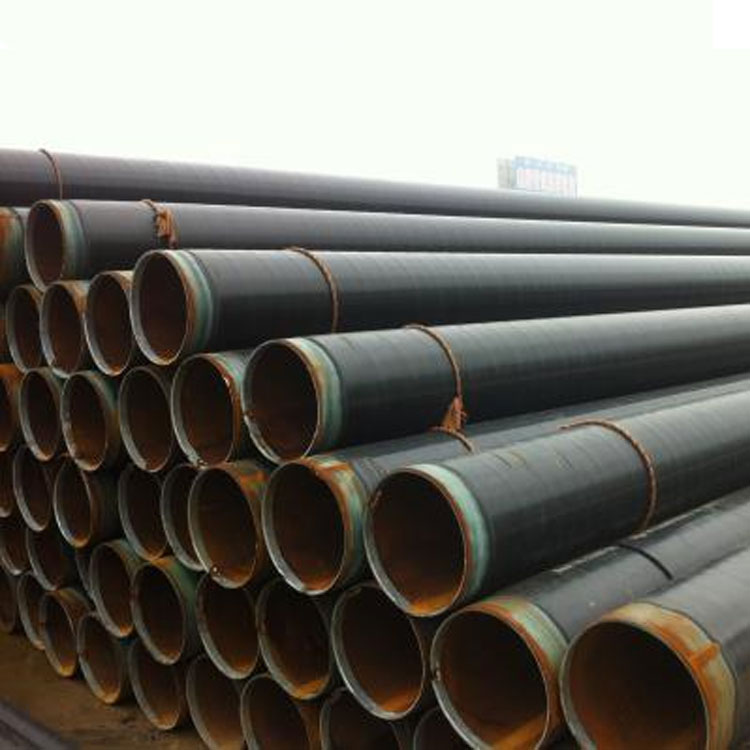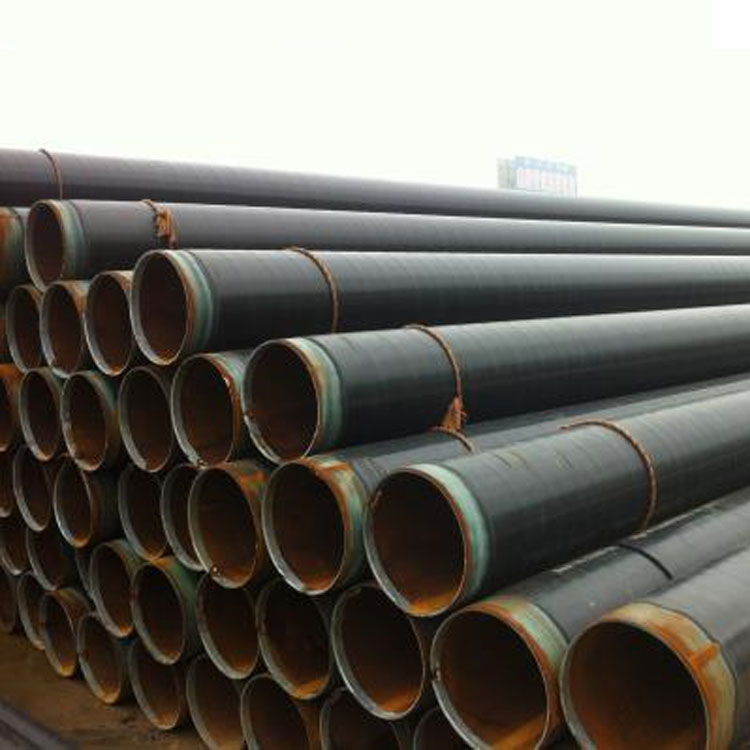



















Transporting Natural Gas: 3PE Anti-Corrosion Steel Pipe for Oil and Natural Gas Pipelines – The anti-corrosion method is one of the key factors affecting the reliability and service life of oil and natural gas pipelines. Addressing the internal and external corrosion characteristics of long-distance and gathering oil and natural gas pipelines, this article summarizes relevant anti-corrosion technologies. It introduces the performance, features, and application of various external anti-corrosion coatings for pipelines in China's pipeline construction context and also looks forward to the development trends of external anti-corrosion coatings for steel pipelines.
Natural gas pipelines are a vital national infrastructure, one of the fundamental conditions for the development of natural gas, and an important symbol of the country's modernization.
Corrosion prevention technology for pipelines is a crucial measure to ensure safe operation and prolong the service life of pipelines. To keep pace with the rapid development of natural gas pipelines, sufficient emphasis and advancement should be given to pipeline corrosion prevention technology.
High-performance, composite, and long-lasting external pipeline anti-corrosion coatings, low-friction, stable performance, and cost-effective internal coatings, high anti-corrosion data, on-line detection instruments, and automatic collection and processing systems are the main development directions of domestic pipeline anti-corrosion technology in recent years. By reviewing relevant materials, understanding anti-corrosion methods and related trends in domestic and international oil and gas pipelines, deepen your understanding of this field.
In recent years, as the demand for energy has continually increased, the length of oil and natural gas pipelines has been growing, and the issue of pipeline corrosion has become increasingly prominent, making its protection an urgent matter. Research on pipeline protection has also been on the rise in recent years.
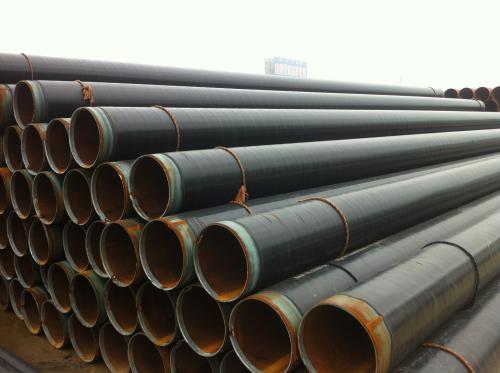
Transport Natural Gas with 3PE Anti-Corrosion Steel Pipe; Causes of Corrosion in Petroleum and Natural Gas Pipelines
Environmental Factors
Petroleum and natural gas pipelines are primarily buried in the soil, and their corrosion is closely related to the soil environment. In the soil, a multiphase system of gas, liquid, and solid phases is formed, which easily leads to electrochemical corrosion in metal pipelines, and most of it is oxygen depolarization corrosion. Hydrogen depolarization corrosion only occurs in strongly acidic soil. In soil corrosion, the anodic and cathodic processes are influenced by soil structure and moisture. For buried pipelines, the soil resistance becomes the primary factor controlling corrosion when oxygen concentration differences form corrosion cells due to soil with varying permeability.
Transportation of Natural Gas, 3PE Coated Steel Pipe Material and Manufacturing Factors Affecting Pipeline Steel Pipe for Natural Gas Pipeline
The primary material for the pipeline is steel pipe, which is an intrinsic factor in pipeline corrosion, particularly the chemical properties of the steel.
Composition and microcrystalline structure. It is generally believed that excessive contents of non-metals like S and P in steel pipes can lead to corrosion, while high levels of C and Si are prone to cause brittle cracking. Defects on the surface of steel pipes during the manufacturing process, such as scratches, dents, and micro-cracks, are also susceptible to corrosion and cracking. Protective measures against corrosion in oil and gas pipelines
Statistically, the economic losses globally due to pipeline corrosion of oil and gas reach hundreds of billions of dollars. Therefore, conducting research on protective measures against pipeline corrosion of oil and natural gas is of significant practical and economic importance. Currently, the main methods of anti-corrosion measures include: 2.1 Corrosion Inhibitor Protection
Corrosion inhibitor protection is a method of protecting metal in corrosive environments by adding a small amount of substance that can prevent or slow down the rate of metal corrosion. The mechanism involves the physical adsorption or chemical adsorption of polar groups on the corrosion inhibitor molecules, causing the inhibitor to adhere to the metal surface. Cao Dengxiang of Chongqing University of Architecture and others studied the mechanism of corrosion inhibitor on metal pipeline corrosion. They selected corrosion inhibitors and surfactants with different properties for compound matching and conducted static and dynamic comparative tests on the simulated oil and gas pipeline regular transportation conditions. Through the analysis of test data, they sought the ratio of corrosion inhibitors to surfactants. [9] 2.2 External Coating Protection,
Currently, many researchers consider the outer coating protection to be an effective method for controlling corrosion. The common coatings available now include the following types.
Room Temperature Curing Ceramic Corrosion-Resistant Coating
The current research involves room-temperature curing ceramic anti-corrosion coating technology by Zhang Fan and others at Southwest University of Science and Technology. They mix their homemade binder with ceramic powder and apply it to the surface of metal pipes, allowing it to cure at room temperature for the purpose of protecting the metal pipes. This room-temperature curing ceramic anti-corrosion coating can also be used for the repair of some corroded pipes.
Transport Natural Gas with 3PE Anti-Corrosion Steel Pipe, Petroleum Natural Gas Pipeline, Coal Tar Enamel Paint
The advantages of coal tar enamel are: long service life; low water absorption rate; excellent resistance to plant root penetration and microbial corrosion, as well as good electrical insulation properties. It has been used for over 70 years both domestically and internationally. However, due to its environmental pollution, it has gradually been replaced by other coatings in recent years due to environmental regulations. Liquid polyurethane coating
Advantages of solvent-free polyurethane coatings: Short curing time; Excellent resistance to cathodic delamination; Strong resistance to wear and soil stress; Good adhesion. Generally, the required coating thickness is 1-1.5mm, and the temperature requirement for pipelines is below 80°C.
Transport Natural Gas with 3PE Coating Corrosion-Resistant Steel Pipe for Petroleum and Natural Gas Pipeline Electrochemical Corrosion Protection
Due to the vulnerability of the anti-corrosion layer on metal pipelines to collisions during handling and installation, damage is inevitable, leading to localized electrochemical corrosion and the formation of pitting and other forms of destruction. Upon detecting the damage to the anti-corrosion layer, electrochemical protection methods can be employed for maintenance. Therefore, electrochemical protection is often used as a supplementary measure for anti-corrosion layers, complementing each other to effectively prevent corrosion of metal pipelines.
Transport Natural Gas with 3PE Anti-Corrosion Steel Pipe, External Current Protection for Petroleum and Natural Gas Pipelines

An impressed current protection is a corrosion prevention technique that applies a negative current to metal pipes based on the electrochemical principles of the corrosion process, inhibiting corrosion through sufficient cathodic polarization. Its advantages include flexible control of anodes, suitability for harsh corrosion conditions and high-resistance environments, and a wide protection range. However, it has drawbacks such as a high initial investment, electromagnetic interference with adjacent metal facilities, and easy current loss in areas where the pipeline is exposed. The loss of protective current can be reduced by installing electrical insulation devices at the inlets and outlets of the pipeline. [13] If the pipeline's corrosion or insulation layer is damaged due to power failure, a zinc grounding battery can be installed in an insulated joint to address the issue.
Transport Natural Gas with 3PE Anti-Corrosion Steel Pipe for Oil and Natural Gas Pipeline Sacrificial Anode Protection
The anti-corrosion process for this metal pipeline involves connecting it to a material with a more negative potential than the protected metal, making the pipeline's potential a uniform cathode to prevent corrosion. Its advantages include not requiring a direct current power source, having no impact on adjacent metal facilities, simple construction techniques, low maintenance costs, and combining grounding and protection, making it suitable for areas without power sources and for small, scattered objects. 3. Requirements for selecting the external anti-corrosion layer of the pipeline
The selection of the external corrosion-resistant layer should adhere to the following principles:
(1) Reliable technology, excellent corrosion resistance, good mechanical and insulation properties, low water permeability, excellent resistance to cathodic delamination, resistance to root penetration by plants, resistance to microbial erosion, strong adhesion to steel pipes, easy for patching and repairing.
(2) Economically sound, achieving both corrosion protection and investment savings.
(3) Based on our current technology equipment and construction experience, we can meet the requirements proposed by the design and fulfill the project's needs.
Transport Natural Gas 3PE Coating Steel Pipe Surface Requirements and Quality Inspection Comparison
Current domestic requirements for steel pipe surface coating
Aside from industry standards, it is generally similar to international practices, with additional requirements such as salt content and dust levels. A notable exception is that Indian pipeline engineering specifies that the anchor patterns after rust removal should not be hemispherical or circular. Literature [7] indicates that over the past five years, research on the failure of three-layer polyolefin structural coatings globally has found that the main cause of reduced adhesion of the FBE (Fusion Bonded Epoxy) layer is the presence of circular or semi-concave blast anchor patterns underneath the coating. Additionally, the typical blasting conditions for FBE coatings involve angular blast anchor patterns, with a small difference between peak and valley wave heights of 50μm. In quality inspection of the coating, there are differences between domestic and international practices in terms of inspection items and frequency. The main difference in inspection items is that overseas requirements include sampling tests for impact strength and indentation hardness. In terms of frequency, international standards are more stringent in their requirements for inspecting anchor pattern depth, corrosion protection layer thickness, peel strength, and cathodic disbondment compared to domestic standards.
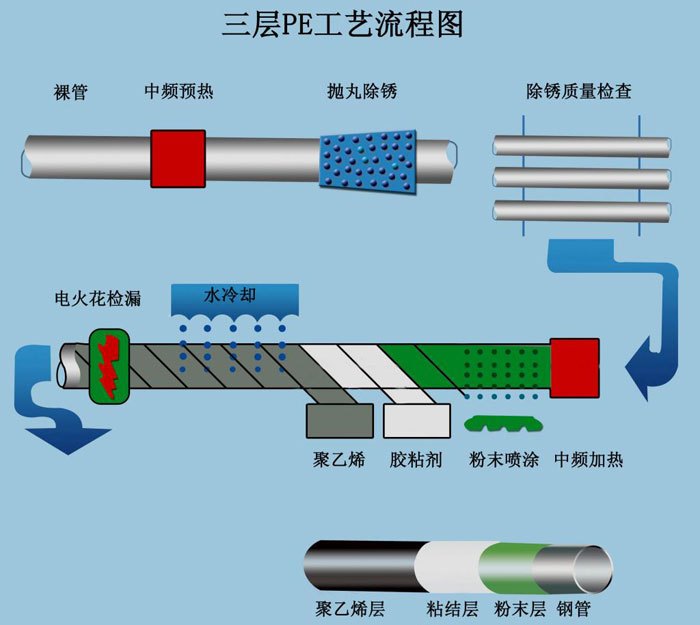
Surface Treatment of 3PE Anti-Corrosion Steel Pipe for Natural Gas Transmission Influences the Performance of the PE Coating
The surface treatment of anti-corrosion prepainted steel pipes is one of the crucial processes in the anti-corrosion application. The quality of surface cleaning directly impacts the adhesion between the anti-corrosion coating and the steel pipe. Therefore, it is necessary to first remove oil stains and other debris from the steel pipe surface before applying the coating. The steel pipe should then be preheated to 40-60°C to ensure dryness. Subsequently, shot blasting or sandblasting techniques should be employed to achieve the surface cleanliness level Sa2.5 and anchor pattern depth of 50-70Λm as required by the "Surface Preparation of Steel for Paint" standard. After the surface treatment, the steel pipe should be cleaned thoroughly of dust and other foreign particles, using vacuum cleaning to remove dust from the surface and preventing secondary contamination of the steel pipe surface. The anchor pattern depth should not be too small to avoid reduced adhesion; conversely, an excessively deep pattern will consume more materials.
Therefore, when using abrasives, it is important to choose the appropriate particle size and ratio.
The structure of polyethylene influences its melt properties.
Polyethylene Structure: Polyethylene is a polymer formed by the polymerization of ethylene monomers, with varying degrees of polymerization ranging from a few thousand to tens of thousands. Consequently, a single molecule can be considered a very long chain. The aggregation of countless molecules describes its microstructure as "random coil." The molecular weight of the polymer is the average molecular weight, as the lengths of each chain differ. The molecular weight distribution describes the distribution of molecular chains with various molecular weights. Due to chain transfer and/or monomer participation in copolymerization during the polymerization process, the molecular chains exhibit varying degrees of branching, forming chains with different levels of "branches." The varying degree of branching leads to different degrees of crystallinity, resulting in different densities and the distinction between high and low density.
High-density polyethylene (HDPE) has only a small amount of short-chain branching in its molecular chains; low-density polyethylene (LDPE) has a large amount of long-chain branching in its molecular chains; linear low-density polyethylene (LLDPE) does not contain long-chain branching but has short-side chain branching, with "linear" indicating the absence of long-chain branching. The differences in properties among various polyethylenes are due to the following differences: 1. Degree of short-chain branching; 2. Degree of long-chain branching; 3. Average molecular weight; 4. Molecular weight distribution (partly dependent on long-chain branching)
Melt behavior of polyethylene for 3PE anti-corrosion steel pipes in natural gas transmission and its correlation with 3PE anti-corrosion technology and performance
Film Peel Break
The 3PE extrusion winding process, from the perspective of polyethylene processing, is similar to film blowing, but it involves the overlapping and fusion of multi-layer films. Molten PE exhibits elasticity over a wide temperature range and shows mold head melt swell and stress relaxation upon stress relief. As the molten PE exits the extruder die under pressure, it undergoes a degree of orientation. After leaving the die, without sufficient external force, it contracts in the direction of flow and expands laterally. At low shear rates, mold head melt swell increases with the increase in molecular weight and the broadening of molecular weight distribution. Mold head melt swell increases with the increase in shear rate until approaching the critical shear rate point; beyond this point, melt fracture occurs.
For polyethylene with similar densities, a smaller molecular weight, a narrow molecular weight distribution, and a bimodal distribution of molecular weight are beneficial to the melt elongation. Increasing temperature and shear rate also enhance melt elongation. However, this often compromises other properties.
The mold gap is large, so a higher melt stretch ratio is required to achieve the same film thickness, necessitating a higher extension ratio to meet the required thickness, at which point the melt is also more prone to breakage.
Weld Bead Thinning Rate
Polyethylene must have an appropriate melt viscosity during the extrusion process; otherwise, even if the melt viscosity is low and the melt flowability is good, its ability to maintain shape is poor, and it deforms under external forces.
On the contrary, the melt has a very high viscosity, which causes difficulties in flow and molding.
Low molecular weight polyethylene exhibits lower melt viscosity at the same temperature compared to high molecular weight polyethylene (i.e., the higher the MFR, the lower the melt viscosity). Increasing the processing temperature of polyethylene can reduce its melt viscosity. While this is beneficial for melt extension, the ability to maintain shape diminishes, making it more prone to deformation under the pressure of the roller in the 3PE processing process, which can cause the polyethylene melt at the weld seam to be compressed, making it easier for the thickness to decrease.
The molding speed has a certain impact on the thinning of weld seams. Faster molding requires raising the steel pipe temperature for the full curing of the epoxy powder and increasing the extrusion temperature of polyethylene to enhance its extensibility, both of which negatively affect the weld seam thinning. In severe cases, it can also cause cracking of the polyethylene at the weld seam after cooling.
Of course, weld bead thinning is related to the hardness and pressure of the rubber roller, as well as the shape of the weld bead. The higher the hardness of the roller, the greater the pressure applied, making it more difficult to maintain the thickness of the weld bead. The hardness of silicone rubber rollers should generally be below 35° (Shore D hardness), around 30° being preferable.
Fairly ideal. (It's challenging to manufacture silicone rubber rolls below 30°.) 3.3 Differences in longitudinal and transverse performance
When molten PE exits the extruder die, due to the action of extrusion pressure, a certain degree of orientation occurs. During the 3PE processing, as the polyethylene melt film leaves the die, it undergoes a degree of orientation under the pull of the rotating steel pipe. The strength anisotropy of the oriented polymer increases with the degree of orientation. As the degree of orientation increases, the strength in the parallel direction increases, while the strength in the perpendicular direction decreases.
During the 3PE coating process, the greater the linear velocity of the rotating steel pipe, the higher the orientation degree of the melt, which is due to the rapid extension rate causing the molecular chains to not have enough time to recover. For the same polyethylene material, it is highly likely that the axial and hoop mechanical properties of the rotating steel pipe are almost identical at lower linear velocities, but significantly different at higher linear velocities.