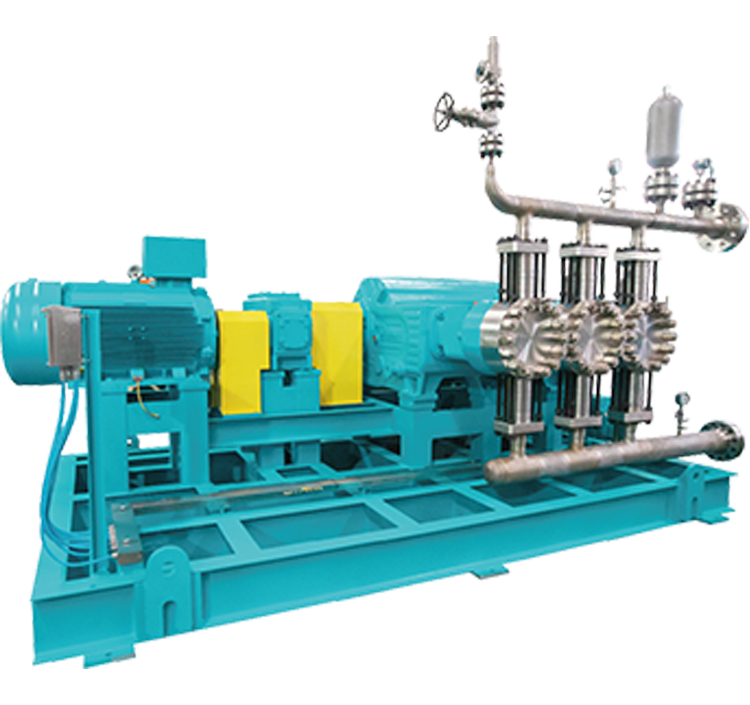



















The hydraulic end of the high-pressure diaphragm pump utilizes a diaphragm isolation structure, ensuring a completely sealed and leak-proof medium cavity. It can easily handle the transportation of various toxic, harmful, flammable, and volatile media.
The device features a diaphragm破裂 alarm function, which monitors the diaphragm status in real-time. In the event of an accidental diaphragm rupture, the backup pump can be activated immediately, and the machine can be shut down for maintenance, preventing any potential losses.
The hydraulic cavity utilizes a mechanical replenishment valve assembly, including limit valves, exhaust valves, and an integrated pressure relief valve, which work together to maintain stable oil levels in the hydraulic cavity. This ensures long-term stable operation of the pump with no fluctuations in output flow.
Volumetric pumps utilize volume changes to force the transfer of materials. They offer high transfer efficiency, stable flow output, and are unaffected by pressure fluctuations in the outlet pipeline.
Hydraulic end features a modular design, allowing flexible configuration according to various medium characteristics to meet diverse operational conditions.