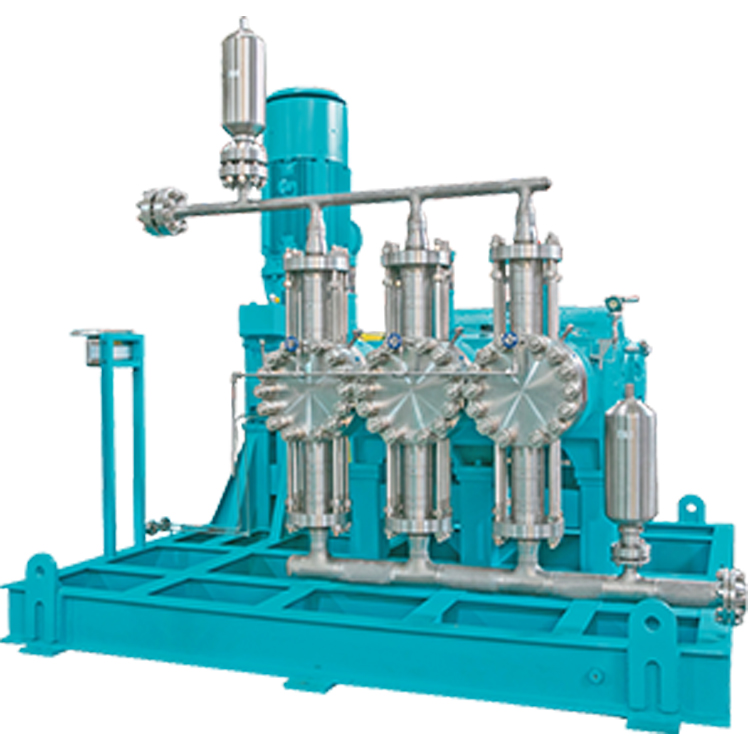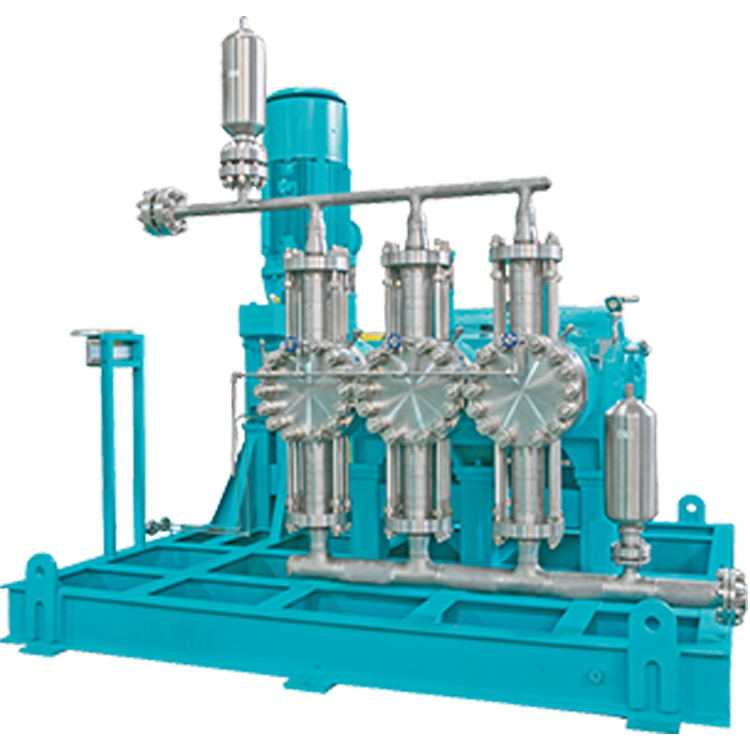
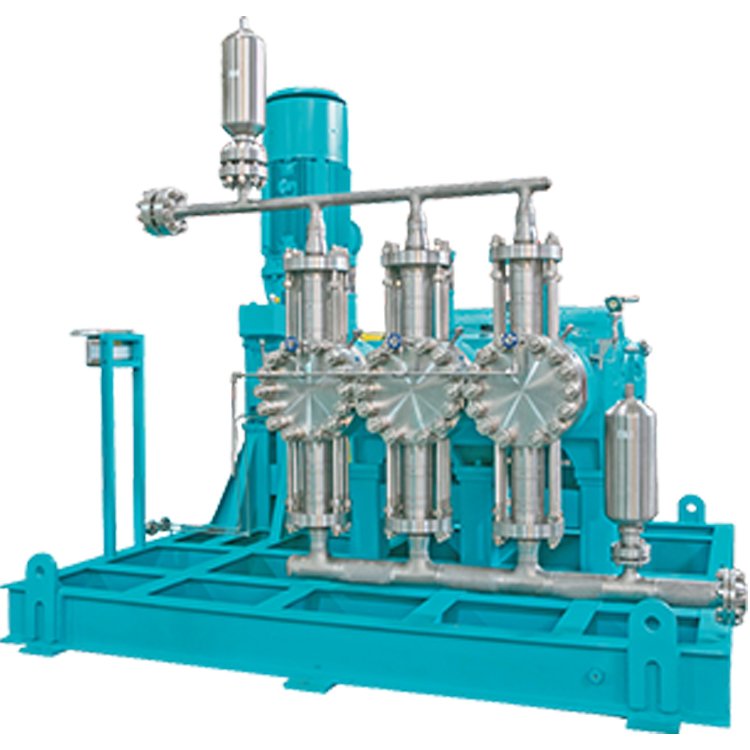
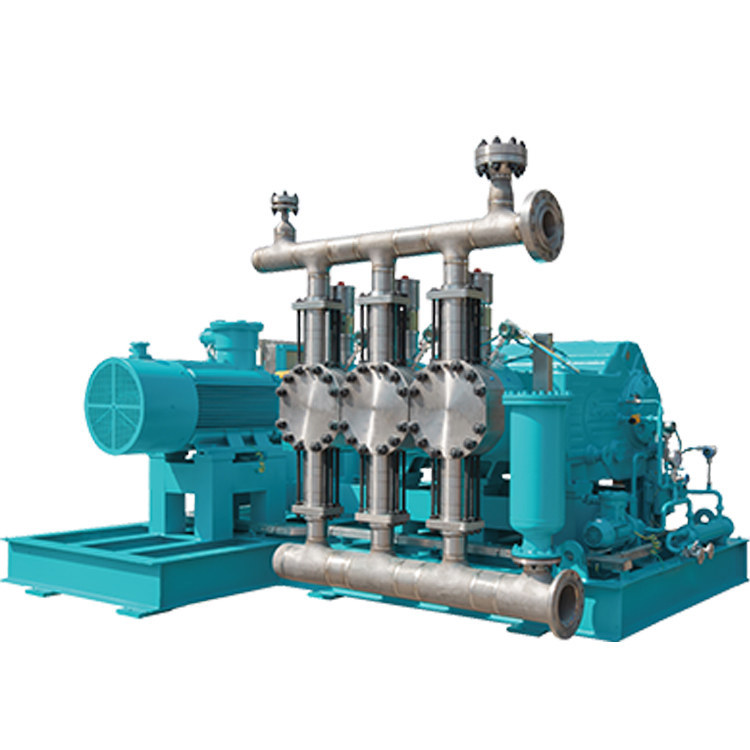


















The hydraulic end of the high-pressure process diaphragm pump employs a diaphragm isolation structure, ensuring a completely sealed medium cavity with no leakage, easily accommodating the transportation of various toxic, harmful, flammable, and volatile media.
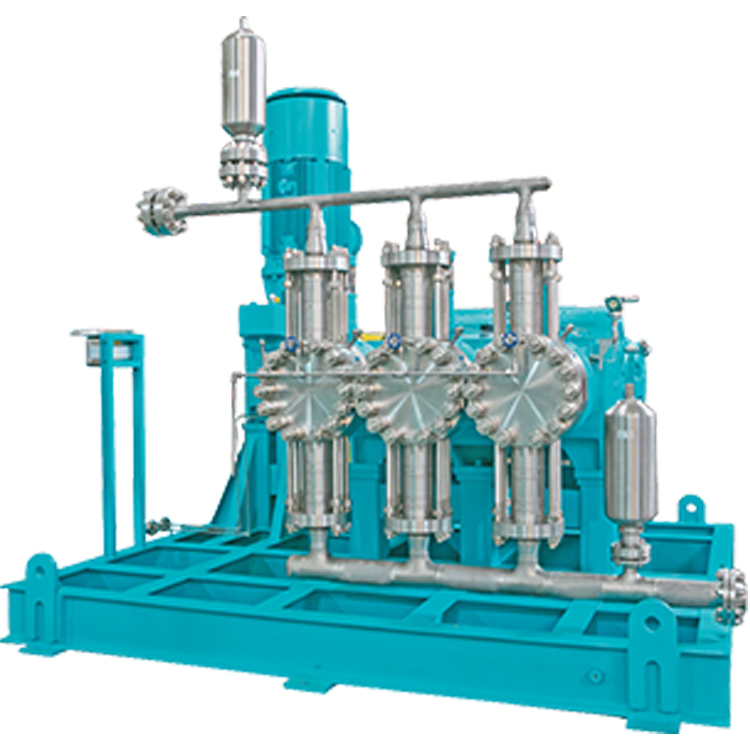
Equipped with a diaphragm rupture alarm, it can monitor the membrane condition in real-time. In case of an accidental rupture, it can promptly switch to a backup pump and shut down for maintenance, preventing production losses.
The hydraulic cavity employs a mechanical replenishing valve assembly, including a limit valve, exhaust valve, and an integrated pressure relief valve, which work together to maintain stable oil volume in the hydraulic cavity, ensuring long-term stable operation of the pump and a consistent flow output without fluctuations.
Volumetric pumps force the transportation of materials through changes in volume. They offer high efficiency, stable output flow, and are unaffected by fluctuations in the pressure of the outlet pipeline.
The hydraulic end features a modular design, allowing flexible configuration according to various medium characteristics to meet diverse operational requirements.