

I. Equipment Introduction
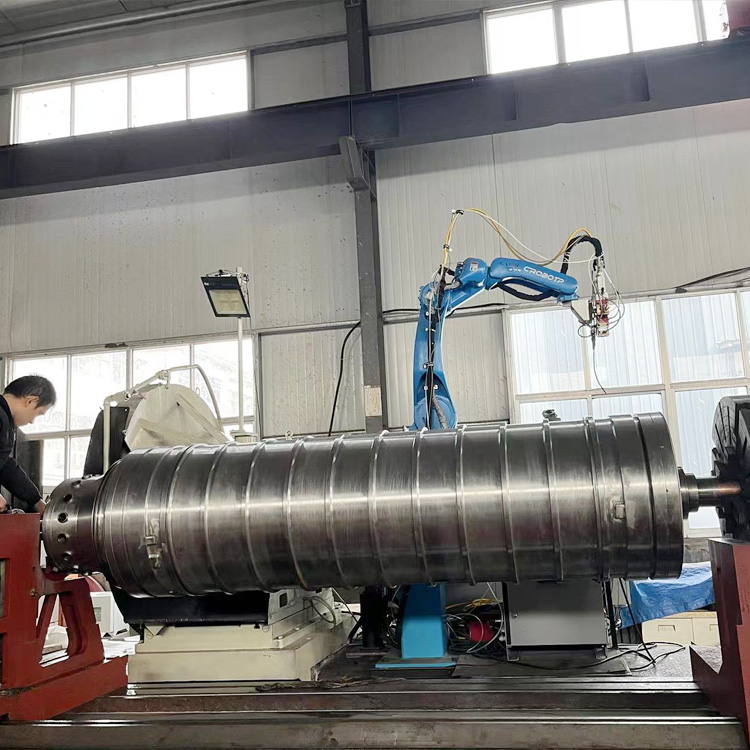
The laser cladding equipment consists of a flexible multi-axis laser processing system, incorporating a high-power fiber laser/fiber-coupled semiconductor laser, industrial robot, and control system. It is designed for manufacturing processes such as laser cladding, laser quenching, and laser alloying. It boasts high energy density, excellent controllability, ease of automation, high metallurgical quality of manufactured parts, and minimal thermal effect on the base material. These features enhance and extend the service life of mechanical components, and it has been widely applied in key industries such as machinery, molds, metallurgy, electricity, petrochemicals, light industry, and shipping.
Scope of Application
Laser cladding remanufacturing technology is applied for the repair of diesel engine crankshafts, petrochemical air compressor crankshafts, metallurgical rolling mill rolls, drawing rolls, and mill frames, among others, as well as for oil industry components like oil pump bodies, main shafts, and compressor rotor shafts, all yielding excellent results.
Develop laser cladding equipment and materials tailored to the application needs of different industry clients, enabling the processing of irregular parts. Starting from the technical requirements for local repair of large and complex components and surface reinforcement of regular components, we offer integrated solutions for equipment, materials, and processes to enhance processing efficiency and reduce production costs.
Equipment Component Repair Details
Hydraulic support columns are critical equipment in coal mining machinery, working continuously in acidic and alkaline corrosive mediums, where the column surface endures corrosion, abrasion, and impact. In recent years, the remanufacturing and repair technology for columns often utilized electroplating, but the repaired columns had a shorter service life, fewer repairable times, and environmental pollution issues. Below, we introduce the use of laser cladding technology to replace the original electroplating for column repair.
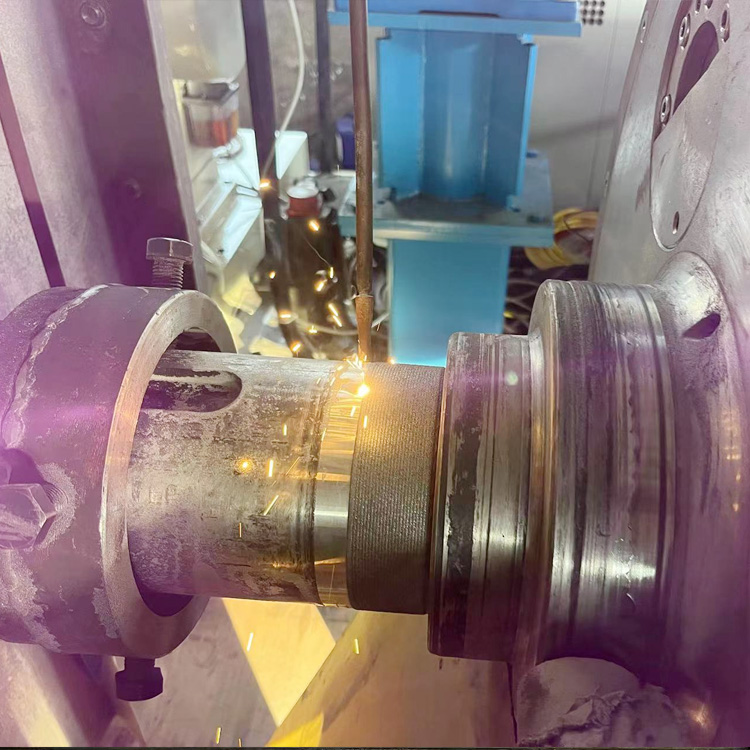
Laser Cladding Technology Principle Laser cladding is a surface hardening technique. It involves placing alloy powder in various filling methods on the surface of the base material to be cladded. Using a laser as the heat source, the alloy powder is rapidly melted, forming a coating with excellent properties on the base material surface, thereby achieving the purpose of surface strengthening. The laser cladding coating is metallurgically bonded to the base material, with high bonding strength; the powder composition of the cladding layer can be flexibly selected based on the operating conditions. Additionally, the cladding layer has a certain thickness, which can repair damaged surfaces, allowing the repaired workpiece to meet the technical standards of new parts.
Surface turning for hydraulic support column repair process → Surface flaw detection on workpiece before cladding → Cladding layer preparation → Cladding layer turning → Cladding layer polishing grinding
Surface turning: Turn the surface of the repaired pillar to remove erosion pits.
2. Pre-weld Surface Inspection is essential to ensure there are no cracks in the cladding layer. A surface inspection must be conducted on the workpiece to be clad prior to the preparation of the cladding layer. The surface inspection agent was used to inspect the surface of the pillar to be repaired, and no cracks were found. The pillar surface was cleaned to meet the cladding standards.
3. Side-axis pre-set powder feeding or coaxial synchronous powder feeding for coating preparation, utilizing a gravity or pneumatic powder feeder. Depending on the surface condition of the workpiece, conventional laser cladding or high-speed cladding is applied to achieve an appropriate thickness of laser cladding layer on the base material surface.
4. Turning of the cladding layer involves machining the laser cladding coating. Allowances are made according to standard workpiece dimensions for the subsequent polishing process.
5. After the cladding layer is finished with grinding, polishing, and turning, the workpiece is then polished to meet the technical requirements for the standard workpiece in terms of dimensions and surface roughness. The hydraulic support pillar after polishing is complete.