








1. Surface Treatment
Remove surface rust from the pipe body using a mechanical rust removal device (electric angle grinder) to achieve a rust removal grade of ST2. After rust removal, dry the pipe body surface with a hot air blower.
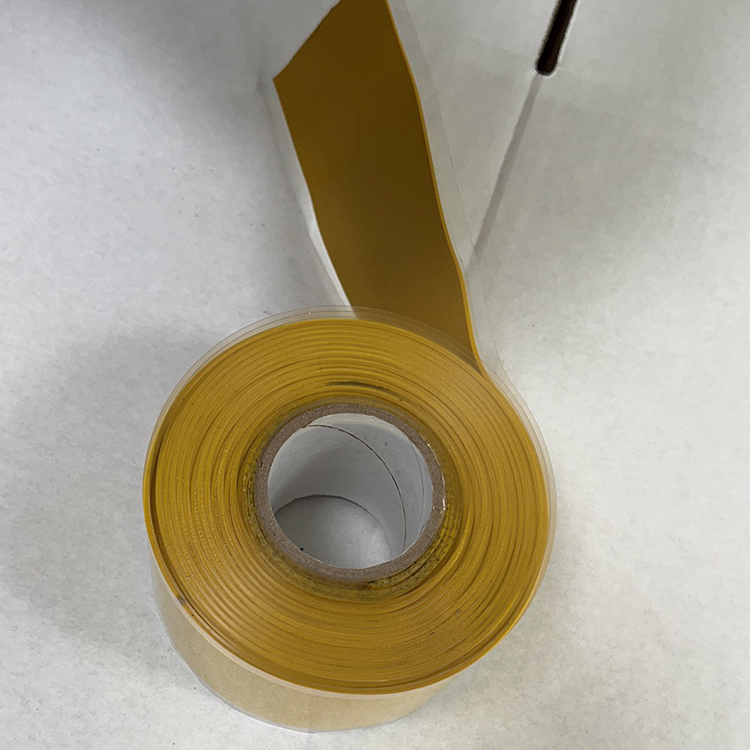
2. Tube Coating Adhesive-elastic Corrosion Protection Tape
The pipe sections, which have already undergone surface treatment, are wrapped with a layer of viscoelastic corrosion-resistant tape, ensuring that the overlap length at the ends with the original coating is not less than 50mm. The tape is wrapped sequentially from the end, with the minimum overlap length at the tape joint being 10mm. When wrapping the viscoelastic corrosion-resistant tape, no need to maintain excessive tension; simply press the tape edges and overlap sections with your hand.
3. Flanges and other irregular parts wrapped with adhesive elastomeric corrosion-resistant tape
Corrosion prevention work on valve flanges and other connection points can be achieved by smoothing the bolted connections with a corrosion-resistant paste, followed by wrapping with a viscoelastic corrosion-resistant tape.
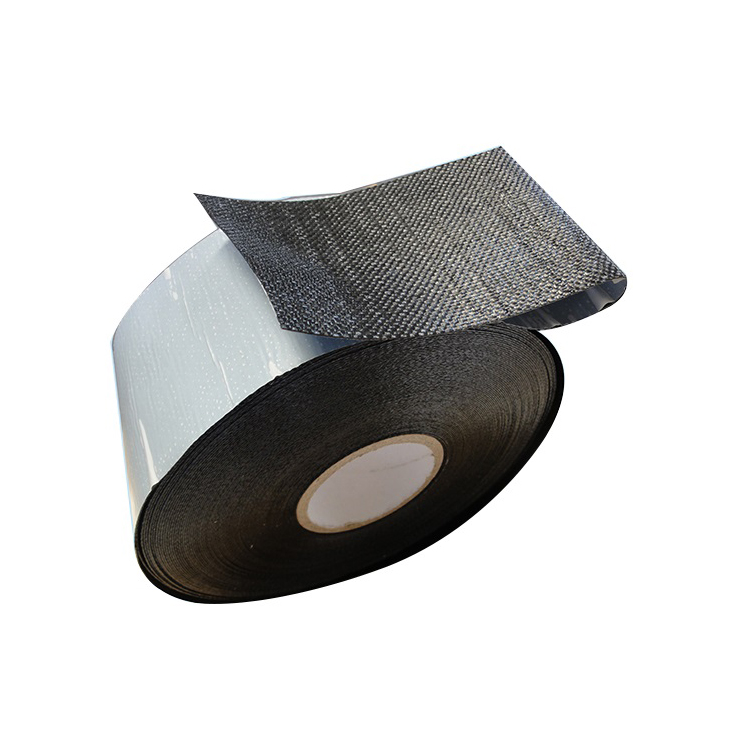
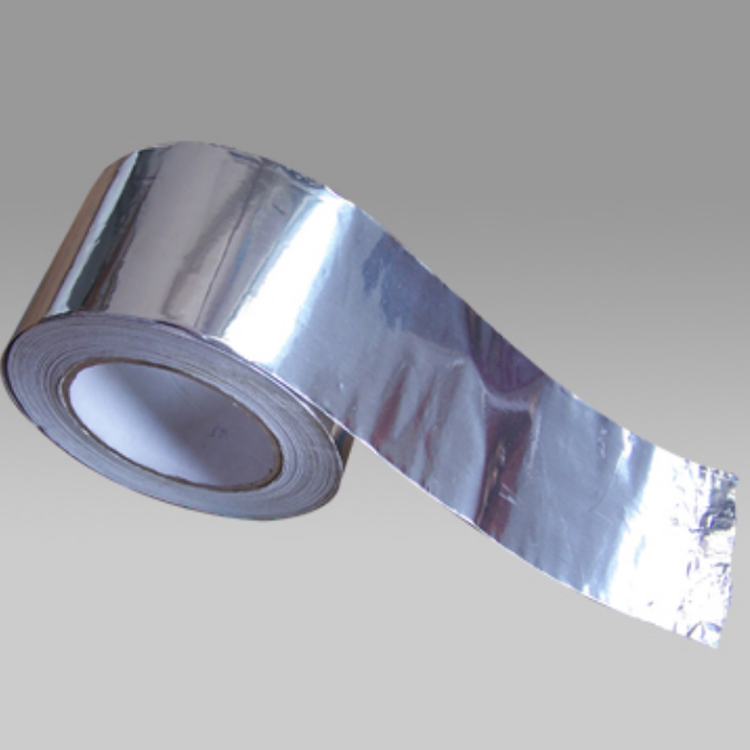
4. Coated external protective tape
The basic operation methods are the same as those for the application of antivibration tape, but maintain a certain tension when wrapping the outer protective tape. The overlap at the joint should be 50%, with each end of the antivibration section exposed 1-2mm, without wrapping the outer protective tape.
5. Quality Inspection
Quality requirements for adhesive-toughened anti-corrosion tape and external protective tape installation: Surface should be flat, overlap even, free of bubbles, creases, and damage.