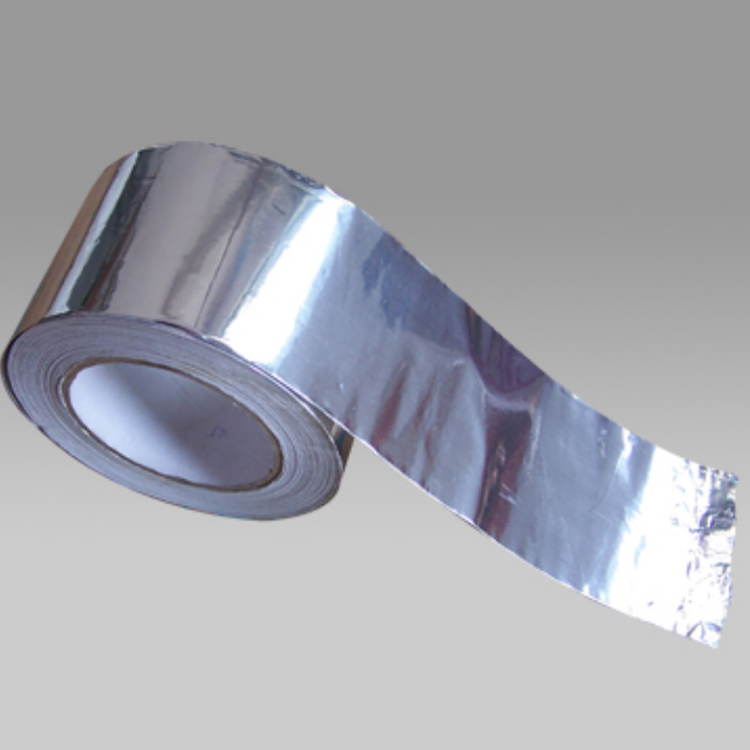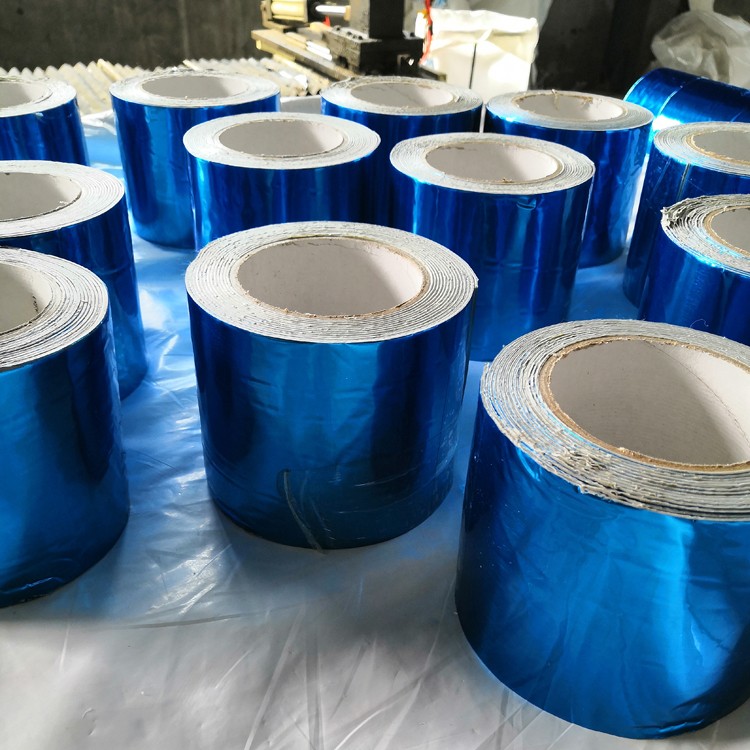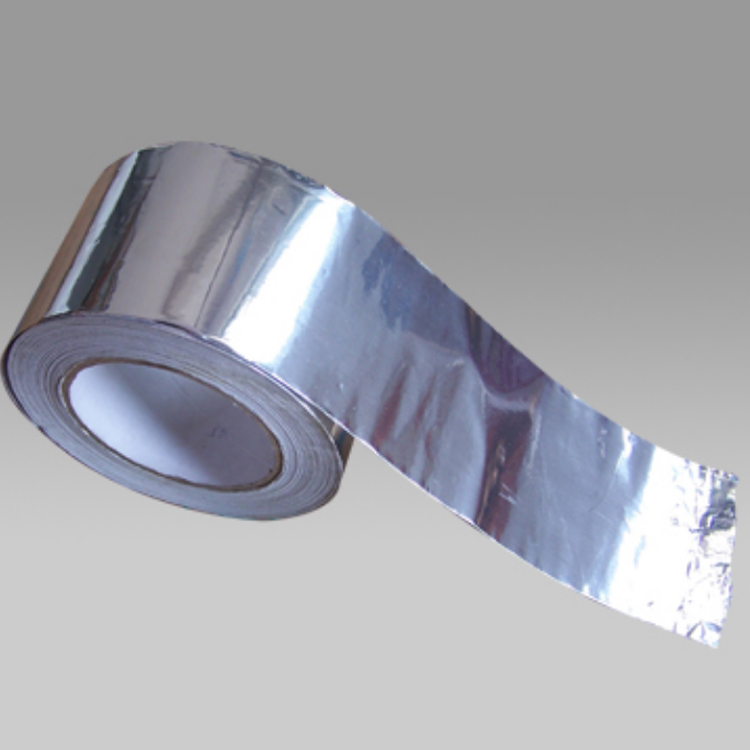
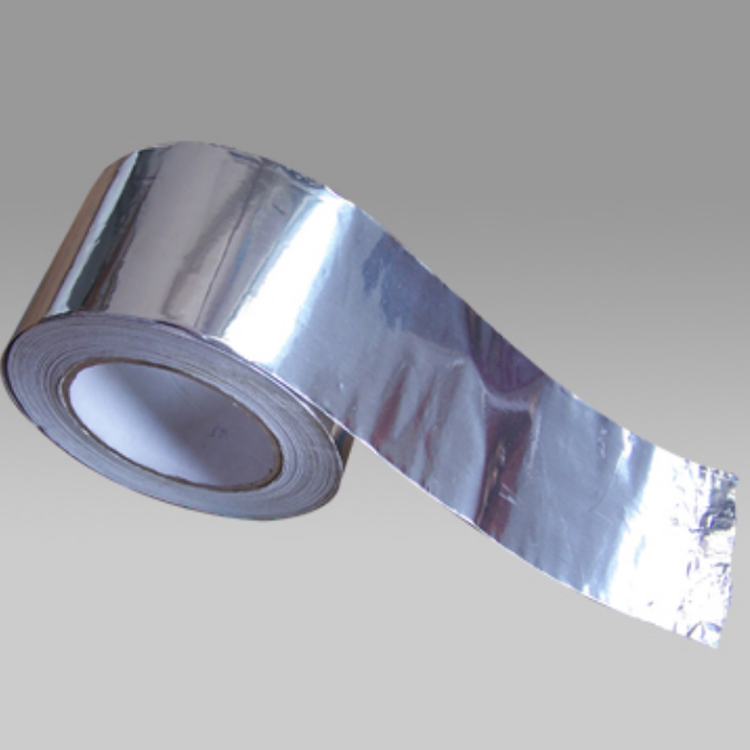














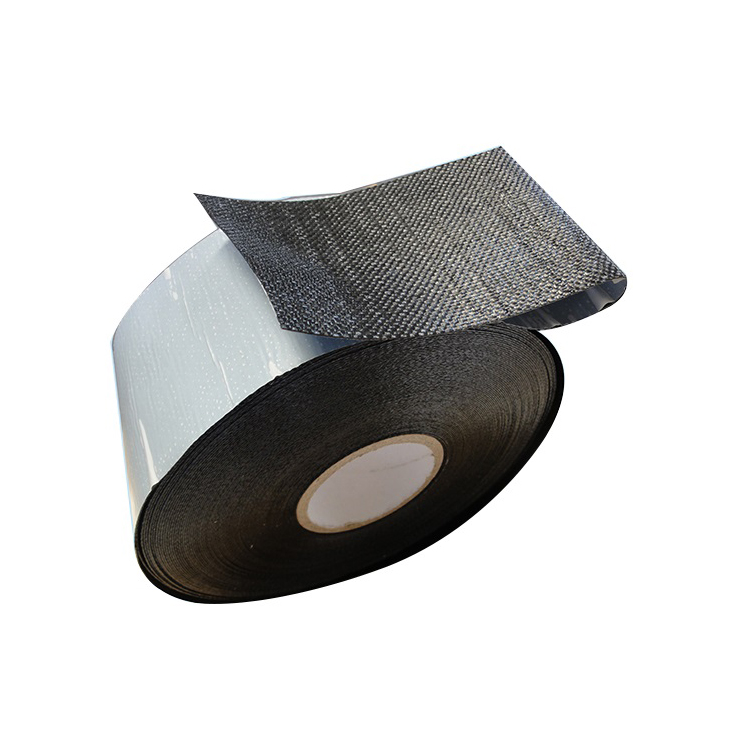


Aluminum foil corrosion protection tape is a new type of external corrosion protection material with high self-adhesive properties. This product consists of a base layer of toughened aluminum foil sheeting, a rubber-modified asphalt adhesive layer, and a layer of anti-adhesive isolation film. It is primarily used for corrosion protection of overhead pipelines or tower structures for oil, gas, water transmission, and heating in the petrochemical, thermal power, and construction industries.
Precautions for sandblasting aluminum foil corrosion-resistant tape
Due to the excellent anti-corrosion properties of aluminum foil anti-corrosion tape, it plays a vital role in pipeline anti-corrosion and is currently a commonly used anti-corrosion material. What should be noted when sandblasting aluminum foil anti-corrosion tape? Find out below.
After sandblasting cleaning of the surface with aluminum foil corrosion-proof tape, there is a significant amount of residue, indicating that the abrasive is prone to cracking, and the quality of the abrasive should be inspected. Moist sand can cause dripping, block the abrasive flow valve, or cause unstable abrasive flow. The buffer of the compressed air system, the oil-water separator, and the moisture adsorber should be checked, and the drain valve should be opened frequently to prevent moisture from being carried into the compressed air.
When oil spots are found on the cleaned surface, stop the machine to inspect the oil-water separator, check the wear of the air compressor components, and only resume operation after the issue is addressed. Prohibit the method of stopping the air compressor: Temporarily halt the sandblasting operation. The proper procedure should be to close the sand pipe valve, or fold the sandblasting flexible hose to block the sand, then close the sand pipe valve.
Aluminum foil cold-wrap application process
General Provisions
1.1 During heavy sandstorm conditions (referring to weather with flying sand and dust, which may cover steel pipes, primers, and adhesive tapes with dust or sand), it is not advisable to apply primers or wrap with adhesive tapes without reliable protective measures.
1.2 Do not apply primer or wrap tape during air humidity exceeding 80% or on rainy days.
1.3 General Application Process for Anti-corrosion Tape:
Steel pipe surface treatment --> Prime coating --> Tape wrapping --> Patch repair
2. Surface pretreatment of steel pipes
Surface pretreatment should be carried out according to the following specifications:
1. Remove slag, burrs, grease, and dirt from the surface of steel pipes. For pipelines requiring major repairs to the anti-corrosion coating, appropriate methods should be used to remove the existing coating and residues.
2. Use mechanical or shot blasting methods for rust removal (if specified shot blasting treatment), with quality meeting the national standard "Rust Grade and Blast Cleaning Grade of Steel Surface before Painting" GB/T8923-1998, at the St3 or Sa2 level. (Grade standards are listed in the Appendix.)
After rust removal, defects exposed on the steel pipe surface should be treated. Dust and abrasive materials adhering to the surface must be cleaned thoroughly, and the steel pipe surface should be kept dry. In case of re-rusting or surface contamination, surface pre-treatment must be carried out again.
3. Prime coating
3.1 The surface of steel pipes must be dry and free of dust. (In areas with heavy wind and sand or high humidity, wrapping should be done immediately.) If it exceeds 4 hours or overnight, reapply the primer before wrapping the tape. The best results are achieved by immediately wrapping the tape after the primer has been applied and the surface is dry to the touch.
3.2 The primer should be thoroughly mixed in the container. When the primer thickens, a thinner should be added until it reaches the appropriate viscosity for application. The primer can be applied using a clean brush, roller, or other mechanical methods.
3.3 The undercoat applied to steel pipes should be free of defects such as missed spots, bubbles, lumps, and drips, forming a uniform film. The thickness should be greater than or equal to 30 micrometers. The weld joints should be carefully coated to prevent missed spots.
3.4 After the primer has dried to the touch (usually within 3-5 minutes under normal room temperature and natural air flow), it is ready to be wrapped. Special attention should be given to lower temperatures or during trench work, as the drying time may be longer to ensure the lower section of the steel pipe has dried.
3.5 When using primer, safety should be observed to prevent splashes, and maintain a distance from any flame sources. After using the primer, promptly return any remaining primer to the original iron container and seal it tightly to prevent evaporation and waste.
3.6 The base paint usage for every square of steel pipe is 0.12 kg.
4. Tape Wrapping
4.1 Prior to wrapping with aluminum foil adhesive tape, first remove the isolation film. When the weather is cold, the ambient temperature is below 10°C, or the tape is too hard during initial wrapping, it is advisable to use a blowtorch to heat the steel pipe surface (and may require baking the tape roll head if necessary) to ensure good bonding strength of the tape and to remove moisture vapor from the steel pipe surface. This ensures optimal wrapping results. Since the underground temperature in the south usually ranges from 5-20°C, and the wrapped tape is buried underground, the performance of the tape within this temperature range determines the effectiveness of the anti-corrosion. Tests have proven that our products far exceed the requirements of the SY/T0414-2007 standard in terms of performance indicators between 5-20°C.
4.2 For weld seams, if necessary, reinforce with a narrow strip of adhesive tape measuring 30-50 mm wide, first covering the seam and then pressing it down by hand or with a wooden smoothing tool.
4.3 Use appropriate mechanical or manual tools to spiral wrap the tape around the pipe that has been coated with primer, ensuring the tape maintains a certain tension and is applied evenly to achieve a tight connection between the tape layers. Strictly adhere to the standard requirements for tape width, as it is more prone to bubble formation in the humid southern regions with smaller temperature differences. The edges of the tape should be parallel and free from twists or creases. The overlapping ends of the tape should have a overlap of more than 100 millimeters. If necessary, apply primer or thoroughly bake the base film at the end of the previous tape segment, then apply it to the starting end of the next tape segment after it has dried. The ends should be firmly pressed down with a wooden rounded tool to prevent warping.
4.4 Mechanical application is a powerful measure to ensure the quality of tape winding. Hand-wound tape is difficult to achieve a uniform and consistent surface quality and consistent tension. Only in special circumstances, when mechanical application is not feasible, can hand winding be used, but narrower tape should be employed.
4.5 During factory prefabrication of wrapping tape, either cold wrapping or hot wrapping methods can be used. The tube can be rotated manually or electrically, or the wrapping equipment can rotate. A welding reserve section of 150-200mm should be left at the tube end.
4.6 Pre-fabricated anticorrosive pipes shall undergo quality inspection in accordance with the requirements of Section 8 of this standard. Upon passing the inspection, a factory acceptance certificate shall be provided to the customer.
4.7 When using aluminum foil tape for corrosion prevention on overhead crossing pipelines or入户 vertical pipes, this regulation should be followed.