I. Overview:
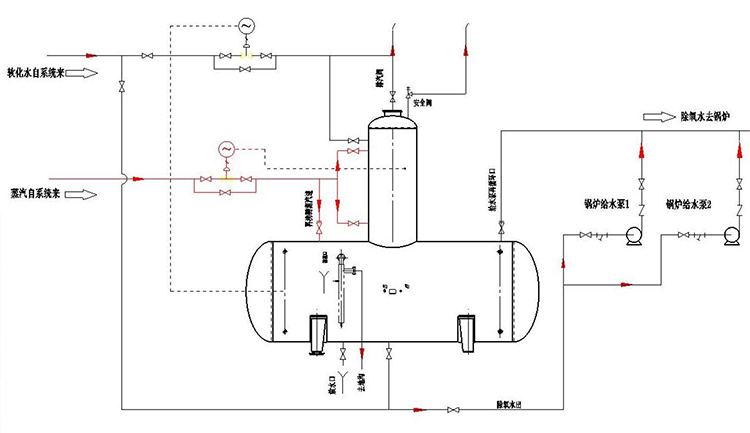
The new type of spiral membrane oxygen removal unit is installed in a horizontal tank and a vertical oxygen removal head, connected by welding.
Our newly developed Spiral Membrane Oxygen Remover is the latest thermal oxygen removal equipment, designated as a key product for promotion and application by the Power Department. This product fundamentally differs from spray packed and water film oxygen removers, especially after the second improvement in 2004. Its performance has become more refined, with the dissolved oxygen in the effluent reaching 100% compliance. During operation under design conditions, the high-pressure oxygen remover can be controlled below 5ug/L, and the low-pressure one below 10ug/L. The heat and mass transfer mechanism of the new Spiral Membrane Oxygen Remover is distinct from the existing spray plate, atomization, and spiral membrane types, as it integrates the heat and mass transfer methods of all three. It boasts high heat transfer efficiency and oxygen removal capabilities.

II. Technical Status:
Currently, the three common types of oxygen removers used in the market are the spray dish type, spray type, and spray packing type. The spray dish type oxygen remover, due to its low efficiency and tendency to vibrate during operation, is being phased out. The spray type and spray packing type, with certain advantages, are still used by some customers, but their drawbacks are becoming more apparent during operation. Particularly, the缺陷 in both these types of oxygen removers—being unable to operate under extreme conditions and the oxygen head's tendency to vibrate at low water temperatures—is increasingly drawing attention from the technical community.
The spray-type deaerator operates on a principle similar to that of the atomizing spray nozzles of the spray deaerator. Water passes through the membrane holes and forms a film, then sprays downward along the tube mouth. It meets the rising heated steam from the deaerator head, creating a heat exchange zone. After a brief pause, the atomized water falls onto the Ω-shaped packing and is reheated. Finally, the water falls into the lower water tank, completing the heat exchange process. Since the heat exchange in the spray-type deaerator primarily occurs at the 300mm outlet below the nozzle, this section of deaerated water is in an atomized state, making the deaeration efficiency in the upper section nearly identical to that of the spray type. The Ω-shaped packing layer serves as the deep deaeration zone for the deaerated water. The dispersibility and deformability of the Ω-shaped packing allow it to often fall off into the water tank or deform into block-like shapes after operation, affecting the water flow and significantly reducing the deaerator's output. These drawbacks of the spray packing-type deaerator, although it can meet the national dehydrogenation requirements during the initial operation, result in substandard deaerated water once the packing layer issues arise. Some cases even exceed the standard by three times or more, with the dissolved oxygen in the low-pressure deaerator outlet water reaching 50ug. Moreover, it requires frequent replacement of packing, resulting in extended downtime and high maintenance costs.
Disadvantages of the above three types of deoxygenators are as follows:
Due to the unbalanced exchange process, it is prone to vibration during operation.
2. The dissolved oxygen is not up to standard when there is a change in load, and it cannot be adjusted with the load.
3. High failure rate, short maintenance cycles, and high maintenance costs.
4. Large exhaust gas volume, high consumption of new steam, not energy-saving.
5. Nozzle prone to falling off.
6. Filling material is prone to falling off, or it may deform and compact into a block, resulting in a small exchange area and affecting output.
Section 3: Technical Features of the New Water Film Oxygen Remover
The new generation rotary film oxygen removal unit is an upgraded product of the spray and water film types, combining the advantages of various oxygen removal units and deeply optimized in design.
Low steam flow, meets energy-saving requirements (steam flow data of various dehydrogenators: tray-type 5%, spray packing 3%, rotating film 1%). Energy-saving economy is quite considerable.
(1) Technical Performance:
The research and pursuit indicators for thermal deaerators in various countries are primarily the spray density (also known as specific flow rate) and the temperature rise as well as the concentration difference of dissolved oxygen. The efficiency of the water film deaerator is far higher than that of other deaerator models. The efficiency of various deaerators is summarized in Table 1-1.
Table 1-1 Efficiency Ratios of Various Oxygen Scavengers

(2) Utilizes an advanced five-stage deoxygenation principle in terms of mechanism.
1. Primary Oxygen Removal
The high-efficiency deaerator is an improvement on the original rotating film deaerator, where the simple rotating film tube is replaced with a water preheater. The upper section is the water chamber, and the lower section is the steam chamber. The water in the water chamber is injected through tangential membrane holes into the tube, where it flows along the tube wall in a high-speed spiral downward. During this process, it reverses and exchanges heat with the steam flow spiraling upward along the tube wall. This heat exchange section is the first stage of the new water film deaerator, i.e., the preheating section, with 80% of the heat exchange occurring here.
2. Secondary Deoxygenation
Deoxygenated water, after being preheated through the pipe wall, is spun down to the membrane tube outlet in a special design. It is then used to continue membrane skirt atomization and ejected, mixing with the secondary heated steam. This section is the second heating segment, and this is the deoxygenated water saturation segment. In this section, the water is nearly or has reached saturation, with oxygen and other gases dissolved in the water overflowing from the boiling water. The oxygen content in this section typically approaches around 15 ug/L.
3. Triple-stage Oxygen Removal
The membrane lifter is designed with an additional water distribution grating at the bottom, where water is redistributed, ensuring thorough steam-water mixing and exchange. This promotes even water flow distribution, reducing the surface tension of the water film and further oxygen removal.
4. Four-stage Deoxygenation
The deaerators of this type are all filled with high-efficiency, regular woven wire mesh, which not only boasts a high heat transfer efficiency but also has the advantages of a long service life, resistance to high temperatures without deformation or shedding, and is made of stainless steel. The water undergoes deep deaeration in this section, and by the time it falls into the tank, the oxygen content has reached 10 ug.
5. Five-Level Deoxygenation
The reboiling unit at the bottom of the new water film oxygen remover not only serves as a water tank preheating device during the unit's startup, but also, due to its rational design, can achieve even heating. It can be continuously operated without vibration, thereby assisting in oxygen removal.
The five-stage deoxygenation principle of the new water film deoxygenator ensures the deoxygenation efficiency during normal operation, featuring as follows:
1. Oxygen content can reach below 10ug/L, significantly lower than the national standard of 15ug/L. The abundant oxygen-free space allows the deoxygenator to operate at a high degree of overload (usually exceeding the rated output by 50%).
3. Due to its high heat exchange efficiency, it can operate at low water temperatures (full make-up).
Four: Technical Characteristics and Parameters of the Rotating Membrane Oxygen Remover
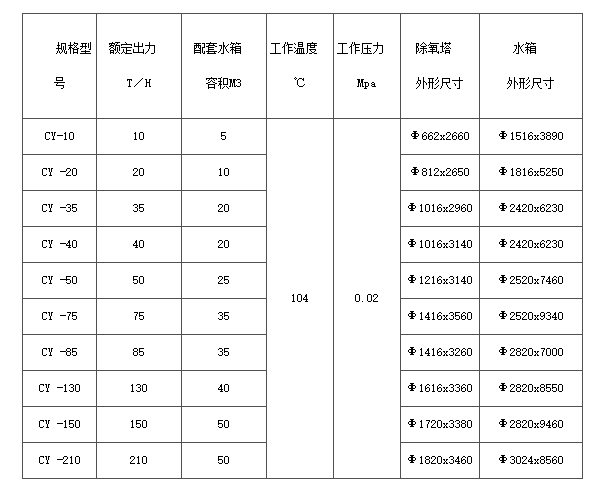
CYG Series New Type Pressure Oxygen Remover