


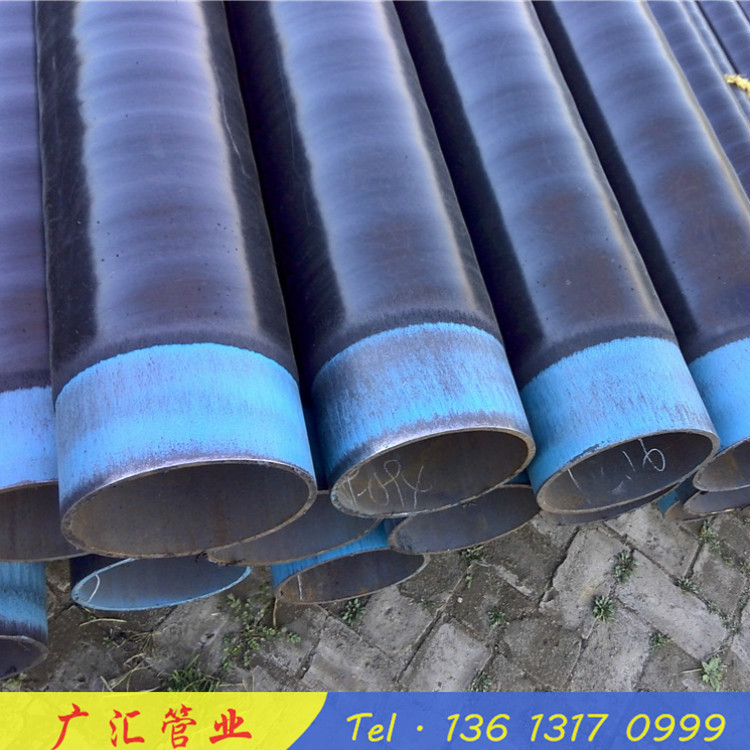
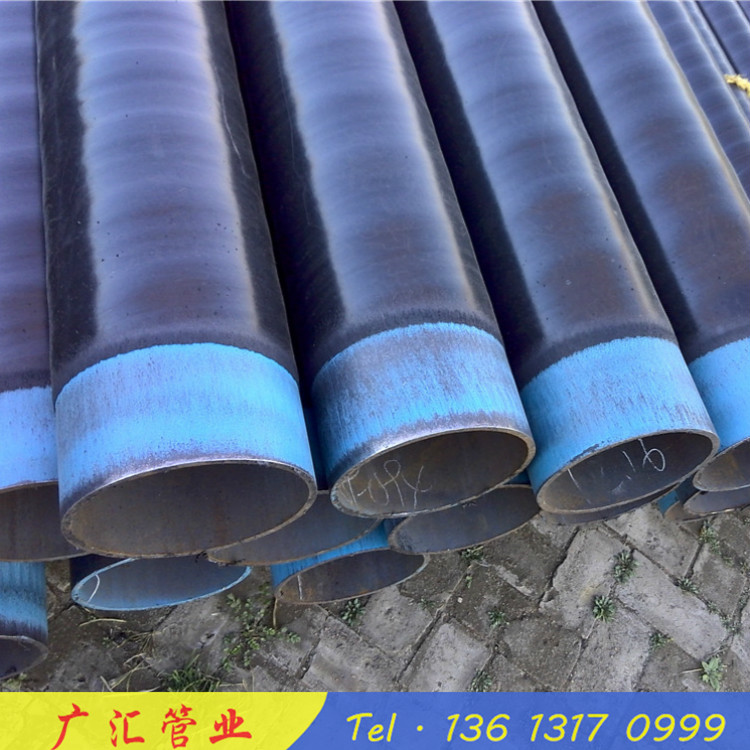















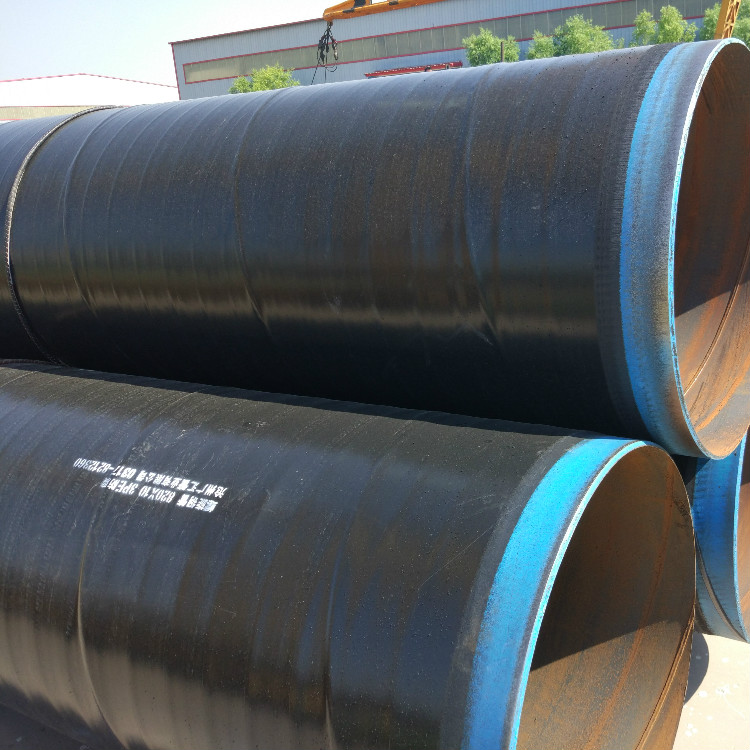
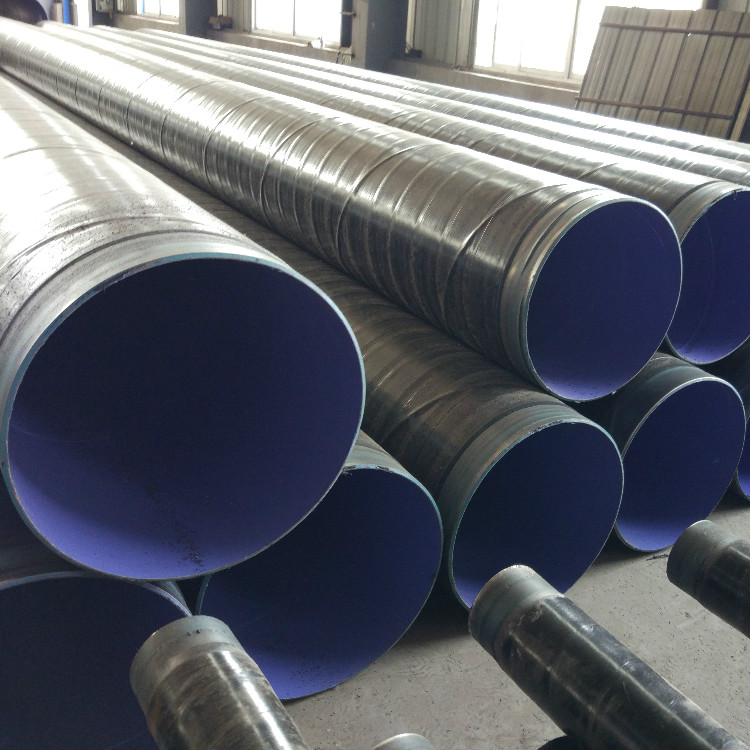



3PE Corrosion-Resistant Steel Pipe Production Process:
Base → Coating → Epoxy Powder
Mid-level → Extrusion Coating → Adhesive
Outer Layer → Extruded Coating → PE / PP
The basic function of the fused epoxy powder layer and adhesive layer is to ensure the bonding of the entire anticorrosive coating to the steel structure, while the polyolefin layer serves as the main body for corrosion protection.
I. Key Control Points in the Production of 3PE Corrosion-Resistant Steel Pipes:
Surface Treatment Quality
2. Coating temperature and curing time for epoxy powder.
Main quality issues of 3PE anti-corrosion steel pipes:
1. Adhesive failure in the anticorrosive coating.
2. Thinned anticorrosive coating at weld joints
3. Bubbles.
II. Causes of Bubbles in 3PE Corrosion-Resistant Steel Pipe
Misalignment, roller hardness, position, and pressure
Roller issues can cause bubbles to form at weld seams, pipe end locations, and sometimes even at the flanging position, or at any arbitrary location.
The misalignment exceeds the pressure roller's bubble expulsion capacity, causing bubbles to form at the lower pipe end.
Corrosion Prevention in Bending Pipes
Early heat bending pipes used imported liquid epoxy as the outer anti-corrosion coating, protected by central molding polypropylene reinforced fiber tape.
Heat Shrink Tubing
Single-layer FBE wrapped with tape protection
Double-layer FBE's comprehensive performance fails to meet the anti-corrosion level of 3PE, yet it costs significantly more.
Section 3: Technical Introduction to 3PE Powder Coating Corrosion-Resistant Steel Pipe

























