









Features:
Good adhesion — durable and resistant to peeling.
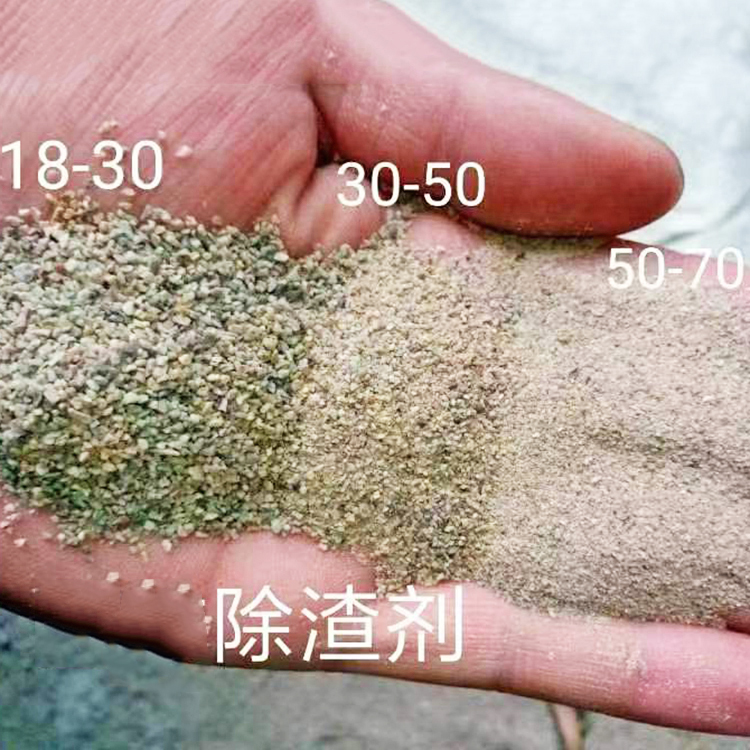
2. Fine Grain - Suitable for castings with surface fine textures, offering an aesthetically pleasing finish.
3. Excellent demolding properties – easy to release without sticking.
4. Non-corrosive – Extends the life of iron molds.
Usage Instructions:
1. First, clean the surface of the iron mold (no oil, release agent residue, or debris), as oil will reduce the adhesion of the release agent, especially for new molds. Pay attention to leaving a slight roughness and making the surface easy to adhere to.
2. Heat the iron mold to 80-200°C.
3. Prior to diluting HS 865, first mix it thoroughly. Then, dilute with water at a ratio of 1:1 to 1:5 and ensure thorough mixing.
4. When spraying, use a fine nozzle spray gun to apply a uniform mist both ways. First, spray once on the mold surface, let it dry, then spray again. Typically, spraying 2-3 times in sequence is sufficient before casting. Regarding the sprue, runner, and mold filling end, consider increasing the release agent spray thickness to enhance insulation. To reduce insulation or achieve a finer surface, decrease the spray thickness.
5. After the release agent has been sprayed, reheat the mold to the casting mold temperature and you can proceed with the production.
6. When removing parts such as corners and axis holes, they may easily pull or scratch the casting, making it difficult to remove from the mold. To achieve better demolding, apply a small amount of HS-L303 (aluminum lubricating release oil) on the mold coating surface corresponding to the casting's pull and scrape areas.
Packaging:
5 lbs/bag, 20 lbs/bag, 25 lbs/bag, 30 lbs/bag, 40 lbs/bag, 50 lbs/bag