



















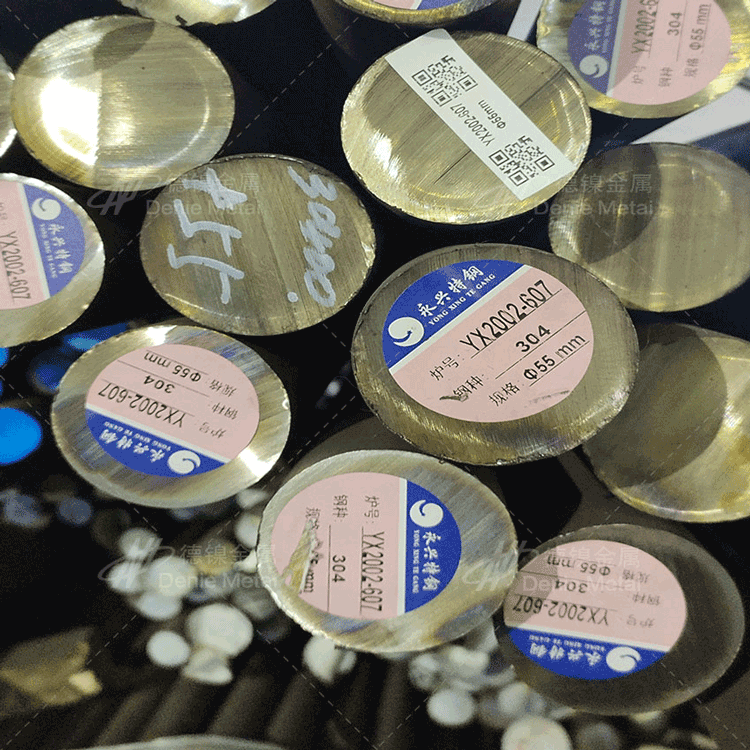



Sus630 stainless steel bar

Overview
SUS630 stainless steel bar is a martensitic precipitation-hardening stainless steel, known for its high strength, hardness, good weldability, and corrosion resistance. It is currently widely used in valve applications, shafts, chemical fiber industries, and high-strength components with certain corrosion resistance requirements.
Features
Add copper precipitation-hardening steel grades. Used for manufacturing shafts and turbine components.
Precipitation-hardened martensitic stainless steel composed of copper, niobium/tantalum, with low carbon content, offering superior corrosion and weldability compared to standard martensitic grades, similar to 18-8 stainless steel. It has a simple heat treatment process and good machinability, but is challenging to meet the requirements for deep and cold working processing.
Metallographic Structure: Characterized by precipitation hardening.
Application
Used for manufacturing high-corrosion and high-strength parts, such as bearings and steam turbine components.
Chemical Composition
Carbon C: ≤0.07
Silicon (Si): ≤1.00
Manganese (Mn): ≤1.00
Sulfur S: ≤0.030
Phosphorus (P): ≤0.035
Chromium (Cr): 15.50~17.50
Nickel (Ni): 3.00~5.00
Copper (Cu): 3.00~5.00
What issues may arise during the processing of stainless steel bars?
Weld Seam Defects: Severe weld seam defects are addressed through manual mechanical polishing, resulting in polishing marks that create an uneven surface appearance, affecting aesthetics.
2. Surface inconsistency: Acid pickling and passivation are only applied to the weld seams, which results in uneven surface and affects aesthetics.
3. Stubborn Scratch Removal: Overall acid pickling and passivation fail to eliminate scratches developed during processing. Moreover, they cannot remove impurities like carbon steel and spatter that adhere to the surface of the stainless steel due to scratching or welding splatters. This can lead to rust formation through chemical or electrochemical corrosion in the presence of corrosive mediums.
4. Inconsistent polishing and passivation: After hand polishing, acid washing and passivation are applied. For larger workpieces, achieving a uniform and consistent treatment is challenging, resulting in an uneven surface that does not meet ideal uniformity.
5. Significant scratches caused by human factors: Scratches due to impacts, dragging, and hammering during lifting, transportation, and structural processing are quite severe. These increase the difficulty of surface treatment and are also a primary cause of rust formation after treatment.
6. Equipment Factors: Scratches and creases caused during the bending of profiles and sheets are also a primary reason for rusting post-processing.


























