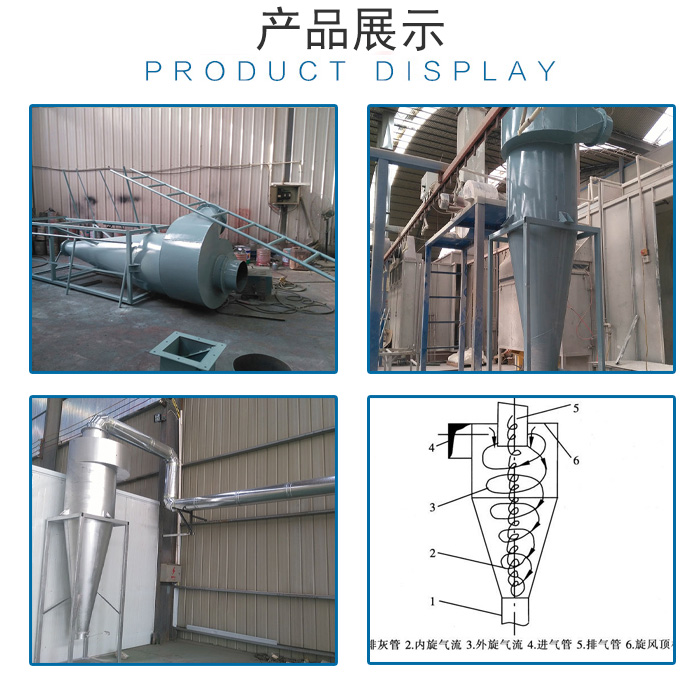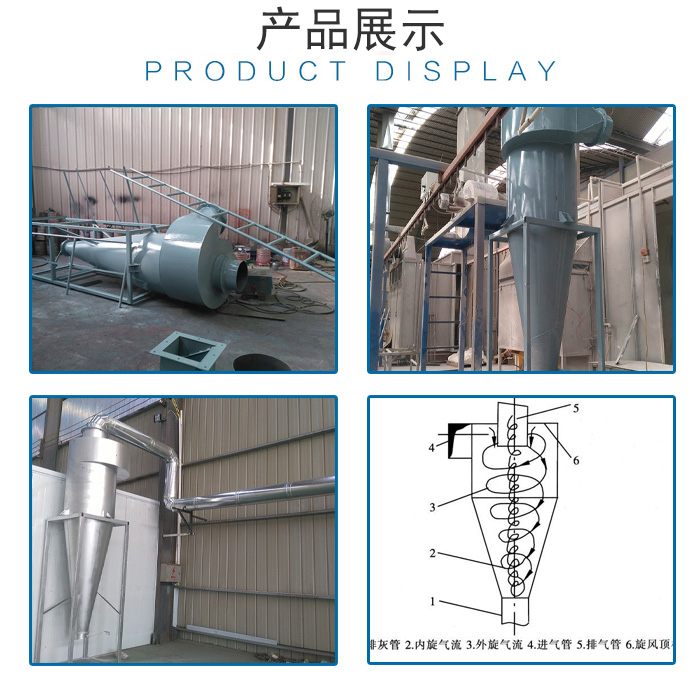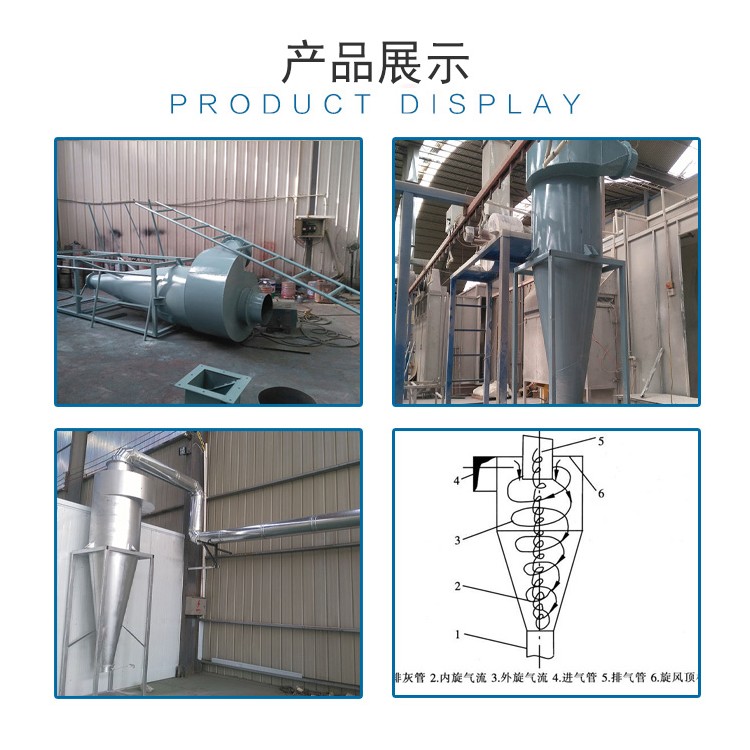


















The Cyclone Dust Collector is composed of an intake pipe, exhaust pipe, cylindrical body, conical body, and ash hopper. Its working principle involves the dust-laden gas entering tangentially at the inlet, where the gas stream gains rotational motion while also dividing into upper and lower streams to form a double helical movement. The dust experiences a strong separation effect at the boundary of the double helix, with coarser dust particles being separated to the outer wall by the downward helical airflow. Some of these particles are channeled out through an opening in the bypass separation chamber's middle, while the remainder are carried downward into the ash hopper by the airflow. The upward helical airflow has an aggregating effect on finer dust particles, thereby enhancing the dust removal efficiency. These finer dust particles are carried upward by the upper helical airflow, forming a strong rotating upper dust ring beneath the top cover. This ring, along with the upper helical airflow, enters the upper opening of the bypass separation chamber and is introduced into the cone body through the return air vent, where it merges with the internal airflow. The purified gas is then discharged through the exhaust pipe, and the separated dust falls into the hopper.
Product Features
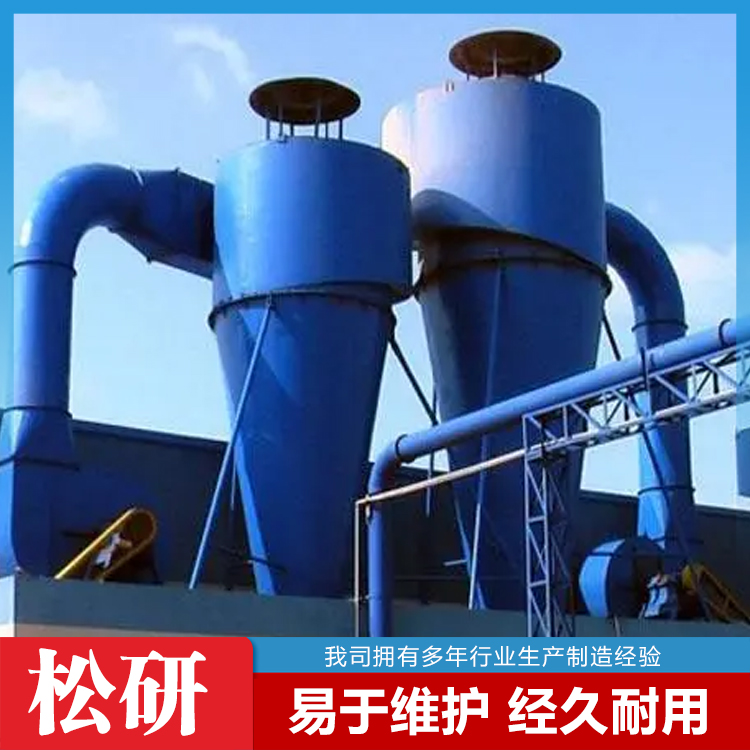
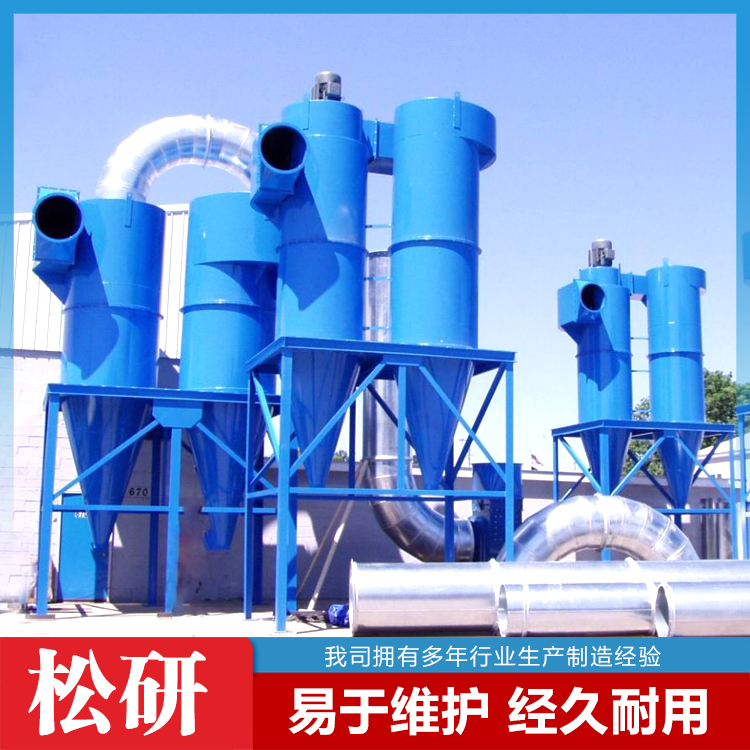
1. The equipment has low resistance, high air volume handling capacity, and stable performance.
2. Compact footprint, simple structure, easy installation and maintenance.
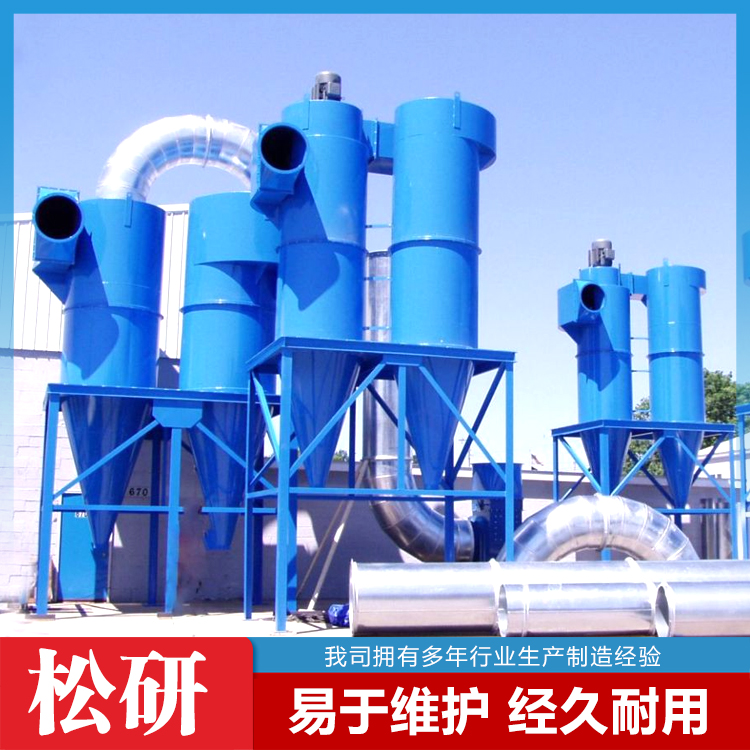
3. Easily handles high airflow with multiple parallel units, without affecting efficiency or resistance.
4. After being fitted with a wear-resistant inner lining, it can be used to purify flue gas containing highly erosive dust.