






Advantages of Water Ring Vacuum Pumps
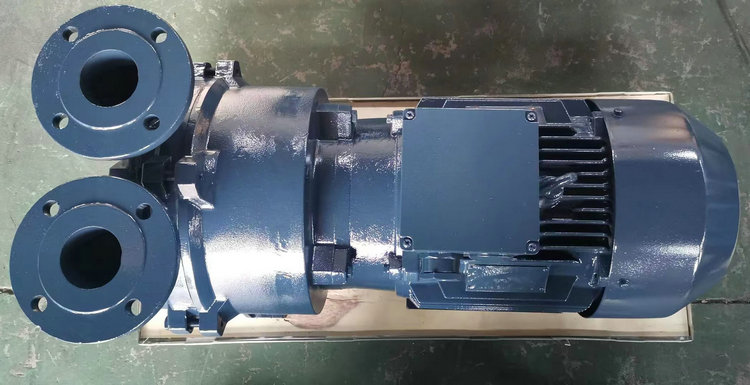
Simple structure, moderate manufacturing precision required, easy to process.
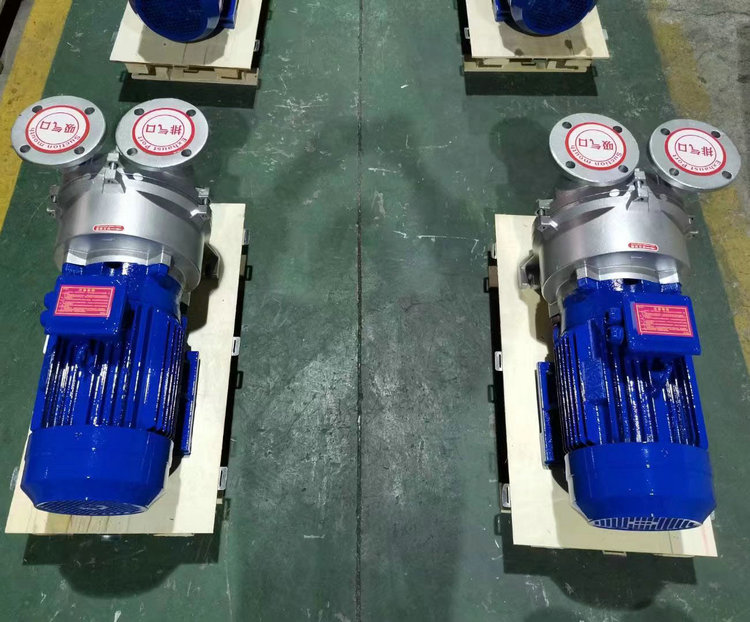
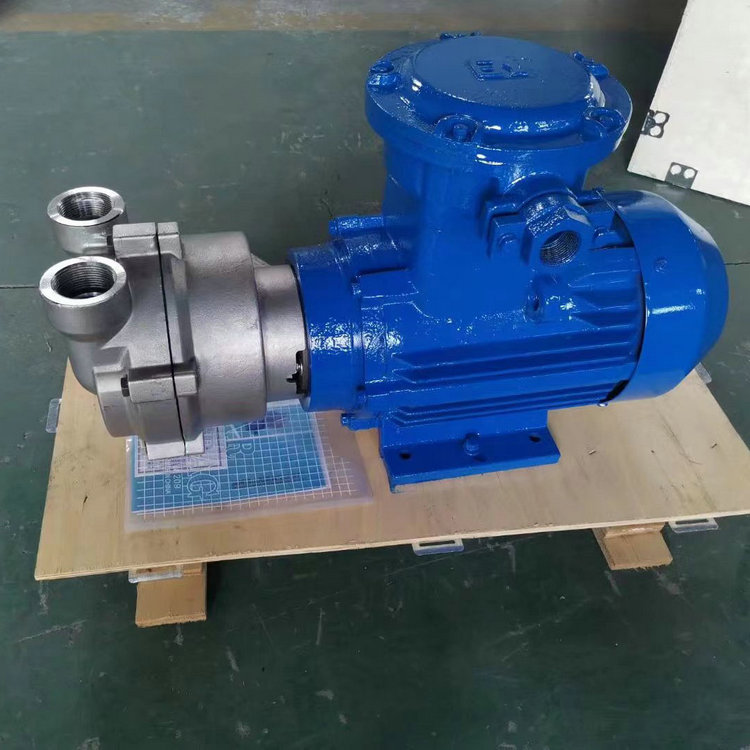
Compact structure, high pump speed, usually directly coupled with an electric motor, no need for a speed reducer. Therefore, a smaller structural size can achieve a larger exhaust volume, with minimal floor space required.
Compressed gases are essentially isothermal, meaning the temperature change during the compression process is minimal.
Due to the absence of metallic friction surfaces within the pump chamber, there's no need for internal lubrication, and wear is minimal. The seal between rotating and stationary parts can be directly achieved with a water seal.
Uniform intake, stable and reliable operation, simple to operate, easy to maintain.
Drawbacks
Low efficiency, usually around 30%, with the best reaching up to 50%.
Low vacuum level, not only due to structural limitations, but more importantly, due to the saturation vapor pressure of the working fluid. Using water as the working fluid, the ultimate pressure can only reach 2000~4000Pa. Using oil as the working fluid, it can reach 130Pa.
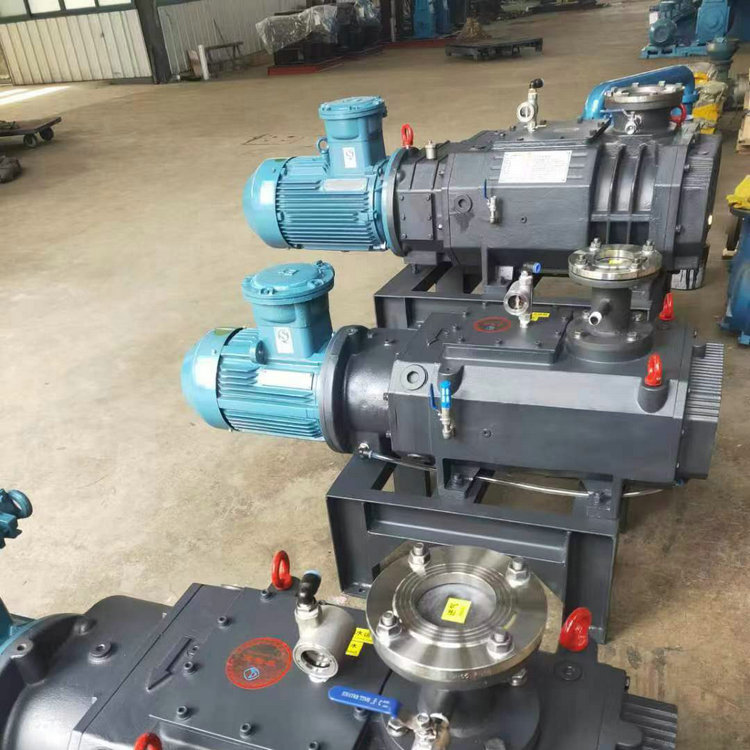
In summary, due to the isothermal compression of gases in the water ring pump, it can remove flammable and explosive gases. Without exhaust valves and friction surfaces, it can handle dusty gases, condensable gases, and gas-water mixtures. With these outstanding features, despite its low efficiency, it has found widespread application.
Features
Tightly structured, balanced in operation, and featuring uniform flow, these are commonly used in chemical production for conveying or suctioning flammable, explosive, and corrosive gases. Water ring vacuum pumps, however, due to the impeller agitating the liquid, suffer significant energy loss, resulting in low efficiency.