


















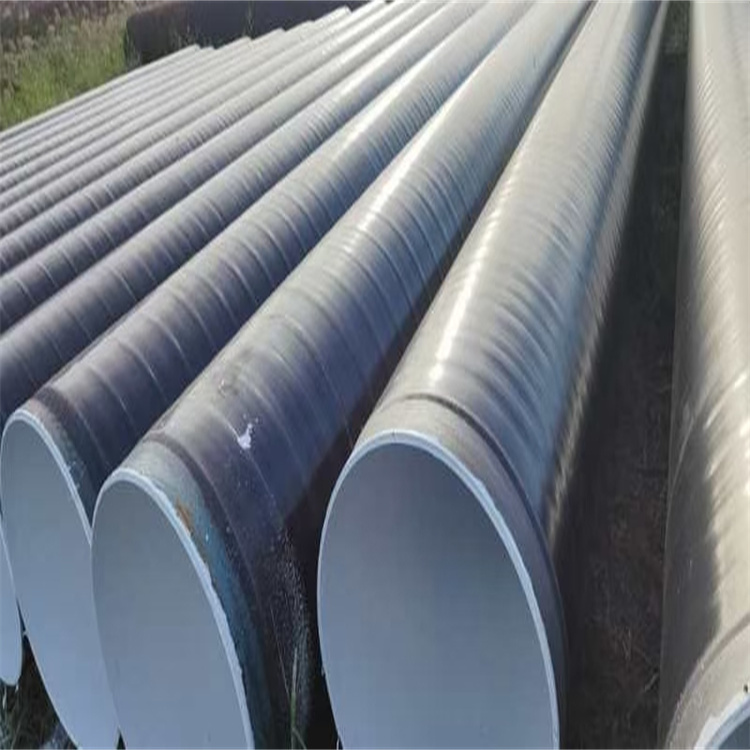


 Before the anti-corrosion treatment, the base material of PE anti-corrosion steel pipes must be inspected and recorded upon entering the pipeline platform. The outer surface of the steel pipes is then blast cleaned to remove rust. Subsequently, the cleanliness of the outer surface and the anchor pattern depth are checked for compliance. If not up to standard, the pipes are hand-grinded with an abrasive wheel to meet specifications. Tape is wrapped around the pipe ends, followed by dust treatment, medium-frequency heating to the required temperature, epoxy powder coating, wrapping with adhesive extruder, PE extruder side wrapping, water cooling of the anti-corrosion pipes, spraying identification on qualified products, and then lowering them to the platform and stacking for shipment.
Before the anti-corrosion treatment, the base material of PE anti-corrosion steel pipes must be inspected and recorded upon entering the pipeline platform. The outer surface of the steel pipes is then blast cleaned to remove rust. Subsequently, the cleanliness of the outer surface and the anchor pattern depth are checked for compliance. If not up to standard, the pipes are hand-grinded with an abrasive wheel to meet specifications. Tape is wrapped around the pipe ends, followed by dust treatment, medium-frequency heating to the required temperature, epoxy powder coating, wrapping with adhesive extruder, PE extruder side wrapping, water cooling of the anti-corrosion pipes, spraying identification on qualified products, and then lowering them to the platform and stacking for shipment.
WeChat Official Account

Scan to follow Official Account


























