











I. Principle
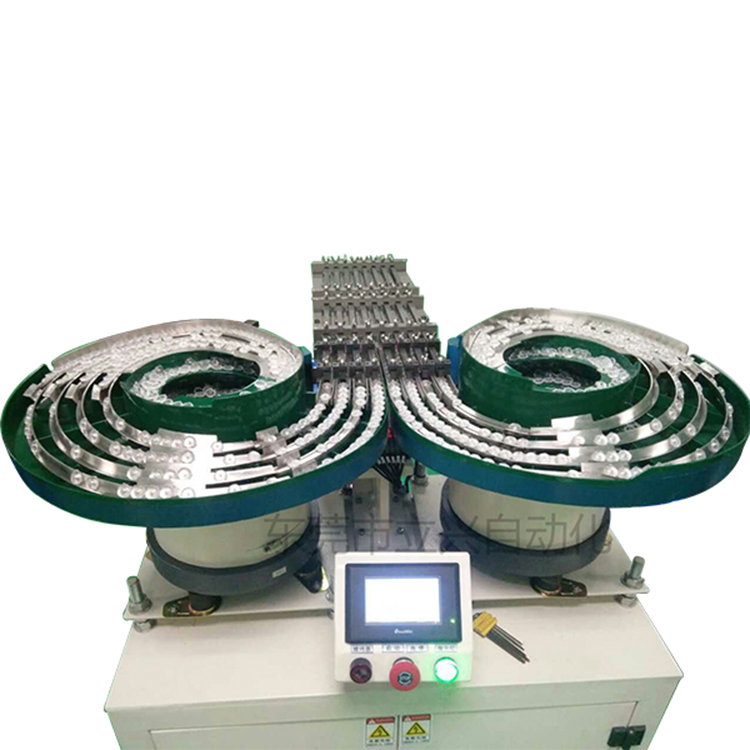
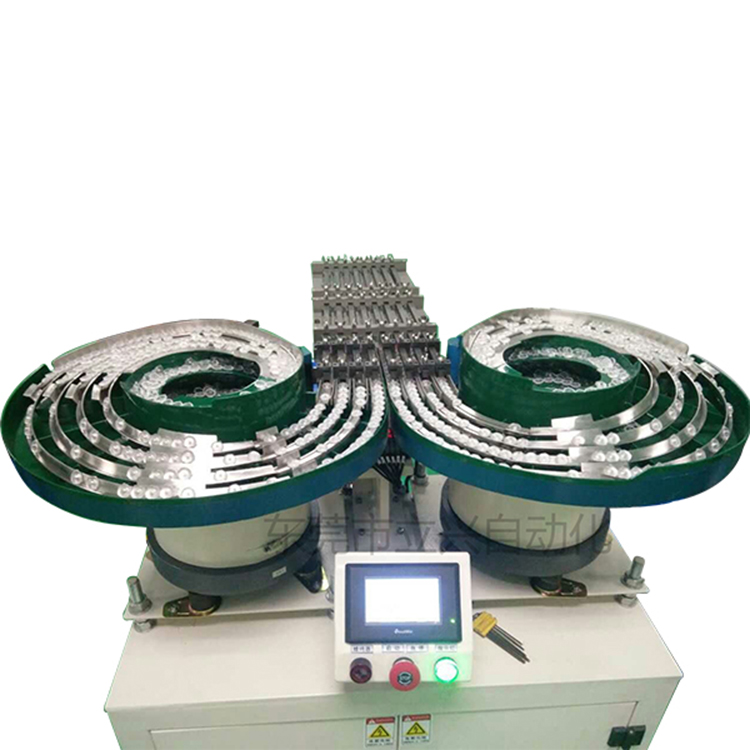
Feeding stations are widely used in industries such as chemicals, food, and batteries for bag unloading, debris removal, and uniform feeding of powdery materials. They can be installed above storage bins with the sifted materials directly falling into the bin, or used for uniform feeding in various pneumatic conveying systems. After unloading and debris removal, the materials are conveyed to the storage bin by the pneumatic conveying equipment. During the bag unloading and material transfer process, due to the continuous operation of the dust removal fan, the feeding platform area remains under negative pressure, preventing dust from escaping during transfer, ensuring a clean production environment and protecting operators from dust contamination. The feeding station consists of four parts: the feeding platform, a vibrating screen, a dust collector, and a control cabinet.

II. Installation and Commissioning
1. Position the feeding station at the required production location and secure it with anchor bolts (customer-provided) or leave it unfastened as desired.
2. Connect the compressed air to the reverse吹扫 bag, adjust the pressure of the compressed air in the bag to 0.4~0.6Mpa by turning the valve on the filter减压 valve, and use the compressed air mainly for pulse reverse blowing to clean dust in the dust collector's filter.
Plug the power into the control cabinet, flip the main switch, the control panel lights up, and set the cycle time to 16 and the pulse backflush time to 05.
4. Press the on/off button on the touch control panel. The dust removal fan and the vibration fan on the vibration screen will start simultaneously. Observe the rotation direction of the dust removal fan at this point. The exhaust port of the dust removal fan should have a significant airflow when the rotation direction is correct; if the exhaust port airflow is not substantial, it indicates an incorrect rotation direction of the dust removal fan. In this case, shut down the machine and re-adjust the wiring of the dust removal fan motor.
5. Solenoid valves 1 and 2 will alternately pulse backblow the dust collector's 4 filters. III. Troubleshooting
Dust overflow during material transfer can be caused by the following reasons:
① The dust removal fan is rotating in the wrong direction, which can be corrected by adjusting the motor's wiring phase sequence.
② After long-term use, if the filter encounters excessive resistance, it should be replaced promptly.
③Compressed air pressure less than 0.4 Mpa, insufficient reverse blowing force. Adjust the compressed air pressure to 0.4~0.6 Mpa in a timely manner.
④ No reverse blow; issues with the pulse valve or control system; a thorough inspection is required.
2. Powder is not moving on the sieve, and this can be due to several reasons:
①Failure to promptly clean debris from the sieve caused clogging, preventing powder from passing through. Simply cleaning the debris from the sieve in a timely manner resolves the issue.
②Too much powdered material poured into the feeding station was not promptly transported by the pneumatic conveying equipment, and was compacted in the vibrating screen; slow down the pouring amount of powder in the feeding station.