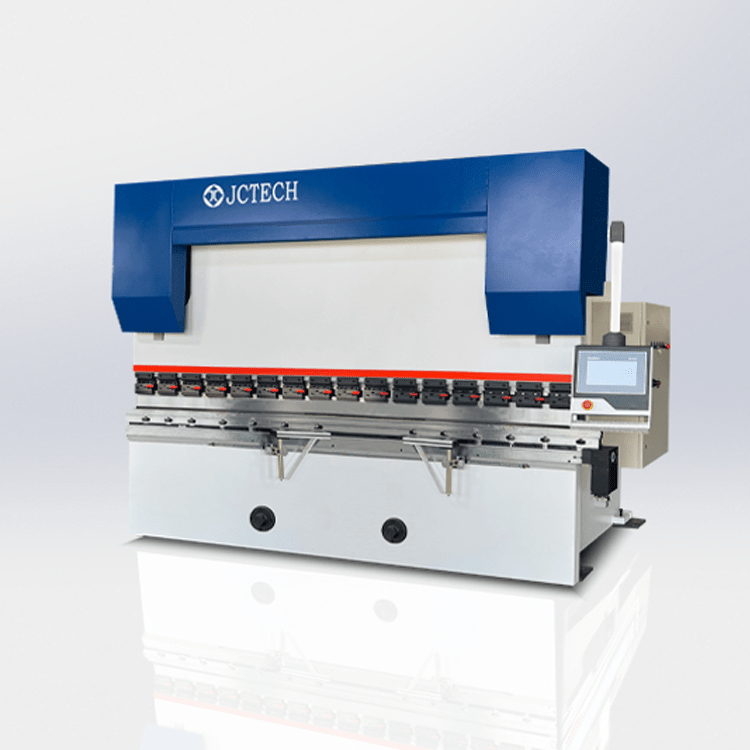














Technical Specifications Specifications
JC1132Technical Specifications Sheet | |||
Project | Parameters | Unit | |
Nominal Pressure | 1100 | KN | |
WorkbenchLength | 3200 | mm | |
Spacing between pillars | 2700 | mm | |
Throat Depth | 410 | mm | |
Slider stroke | 250 | mm | |
Turn on high | 525 | mm | |
Work speed | Act fast | 180 | mm/s |
Bend | 0~12 | mm/s | |
Round Trip | 160 | mm/s | |
Slider repeat positioning accuracy | 0.01 | mm | |
Rear panel material X-axis travel | Route | 600 | mm |
Operation speed | 300 | mm/s | |
Repeatability accuracy | 0.02 | mm | |
Deflection Compensation System | Mechanical Deflection Compensation | ||
Control Axle Count | 4+1 | Y1、Y2、X、R、V | |
Dimensional Specifications | Long | 3440 | mm |
Wide | 1555 | mm | |
High | 2620 | mm | |
Main motor power | 7.5 | KW | |
Fuel Tank Capacity | 340 | L | |
Machine Weight | 7800 | Kg | |
External power cord | 6 | mm² | |
Distribution Capacity | 10 | kVA | |
Note:Y1、Y2Axle—Control slider movement
X Axle—Control rear stock movement
R Axis—Control the upward and downward movement of the rear stock material
V-axis - Automatic worktable mechanical deflection compensation
2.Machine Tool Performance
◆ New rigid design, finite element optimization analysis, to minimize the impact of bending deformation on workpiece quality.
Germany-imported full-closed-loop electro-hydraulic servo synchronous control system
3.Rack structure
◆Full steel plate overall welding, strong seismic resistance.
◆Heat treated in a large tempering furnace to eliminate stress, ensuring excellent stability and non-deformation of the frame.
RackByThe machining center forms in one operation, ensuring parallelism and perpendicularity of all installation surfaces.
The rack features a "C" shaped plate mechanism at the throat, directly measuring the distance between the upper and lower molds to ensure precision of the workpiece.
4. Slider Structure
◆ Upward bending design, low noise, stable working condition;
Thickened and widened sliderReduce the deflection deformation during bending.
◆Standard upper mold installation surface, meets the mold clamping requirements to the fullest extent.
5. Hydraulic System
◆ Utilizing state-of-the-art full-closed-loop electro-hydraulic servo synchronous control system
◆Y1, Y2 can be programmed individually, can operate under underload conditions, and can be conical bent.
◆ Dead-point pressure hold time is programmable, ensuring precision for various parts.
◆ Choose SpanishFAGORRuler scale, high-precision guidance system, position measurement system closed-loop control, capable of full-length or partial length requirements.LoadedProcessing requirements;
The internal seals of the hydraulic cylinder are from Seda, France, offering strong sealing and a long service life.
◆Hydraulic system piping and fittings are imported from overseas, offering strong performance.
◆ The hydraulic system features overload overflow safety protection.
6.Deflection Compensation
The workbench comes standard with a domestically produced mechanical deflection compensation device, featuring closed-loop control with high control accuracy. The compensation amount is automatically calculated and set by the CNC system, ensuring consistent full-length bending angles.
7.Control System
Dutch DELEM Company DA53T CNC System