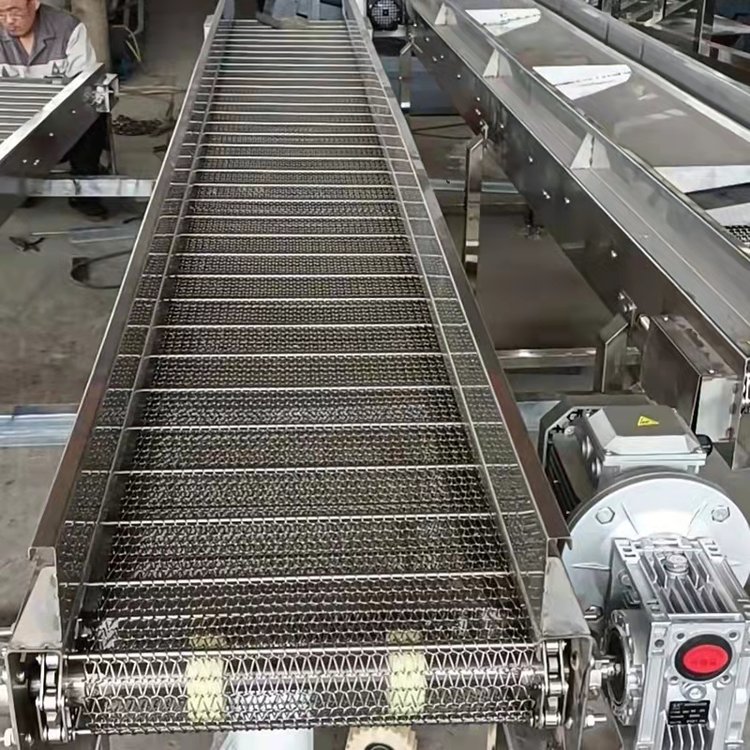










Conveyor belts are material handling machines that continuously transport materials along a certain route, also known as continuous conveyors, and can be divided into belt-type and chain-link types. They can perform horizontal, inclined, and vertical conveying, and can also form spatial conveying routes. The conveying route is generally fixed.
Key Features
1. High conveying capacity; conveyors allow for large material handling in smaller spaces, with a capacity ranging from 6m³/h to 600m³/h. 2. Low energy consumption; by utilizing the internal frictional force of the material, it converts pushing into pulling, resulting in a 50% energy saving compared to spiral conveyors.
3. Sealed, the fully enclosed housing ensures dust-free operation, with reliable handling and performance.
4. Long service life with conveyor chains made from alloy steel processed through advanced heat treatment methods, with normal lifespan > 5 years and roller lifespan on the chain (depending on material) ≥ 2-3 years.
5. Flexible process layout, available for elevated, ground-level, or underground installation, with horizontal or inclined (≤15°) mounting options. Also, possible for both horizontal and inclined mounting on the same machine, with multiple feed and discharge points.
6. Low operating costs, energy-saving, durable, minimal maintenance, low expenses (about 1/10 of a spiral machine), ensuring the normal operation of the main unit to increase output, reduce consumption, and improve profitability.