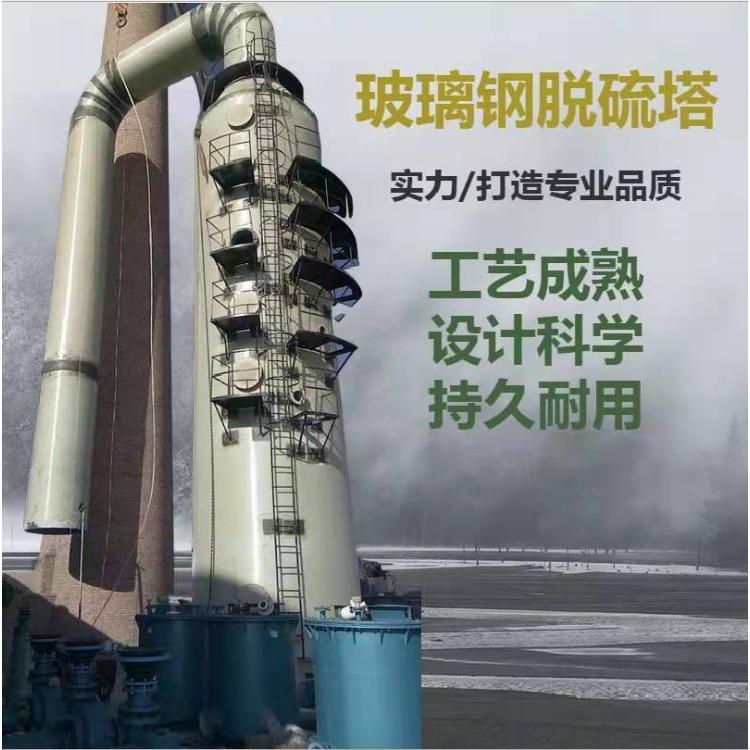
Key Features of Glass Fiber Desulfurization Tower:
1. Glass fiber reinforced plastic desulfurization towers are a new type of fiber composite material, made by winding synthetic resins and glass fibers together. Due to their resistance to chemical corrosion and lower cost compared to nickel alloys, our company has achieved excellent results in many wet flue gas desulfurization systems by using glass fiber reinforced plastic. The entire process from flue gas inlet to outlet has successfully applied FRP materials.
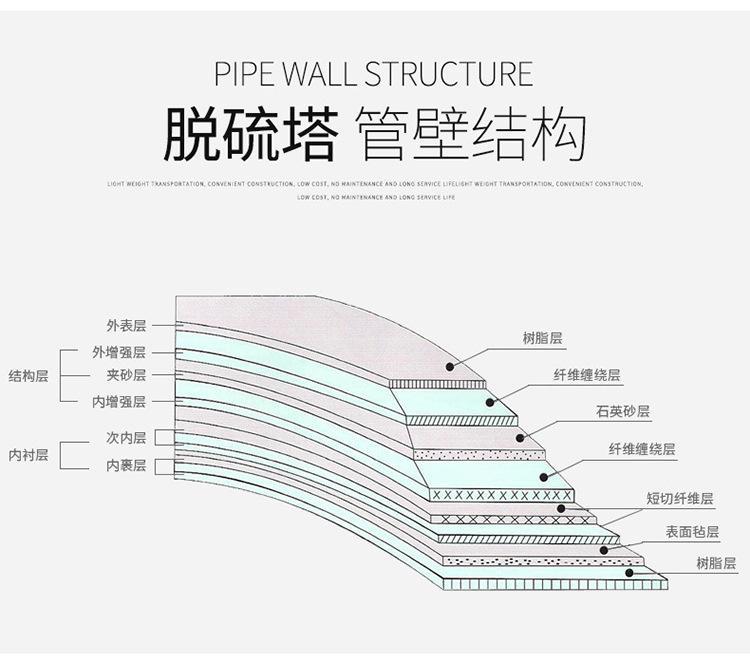
2. The glass fiber reinforced plastic (FRP) sulfur towers and internal components boast excellent physical and mechanical properties, with a density ranging from 1.8 to 2.1 g/cm³. They exhibit tensile strength of 160-320 Mpa, axial bending strength of 140 Mpa, interlaminar shear strength of 50 Mpa, tensile modulus of 25 Gpa, shear modulus of 7 Gpa, bending modulus of 9.3 Gpa, Barcol hardness of 40, Poisson's ratio of 0.3, elongation at break of 0.8-1.2%, and thermal expansion coefficient of 11.2*10^-6 /°C. The inner surface roughness is 0.0084.
3. The FRP pipes and accessories in the internal spraying system of the absorption tower have at least a 2.5mm thick wear-resistant liner. Standard glass pipes, when lined with a resin-rich lining, can withstand the wear of slurry with particle sizes below 150μm and flow rates below 2m/s. The wear-resistant performance of FRP can be improved by adding wear-resistant fillers (such as SiO2, SiC, ceramic powder). The bend radius of FRP should be at least three times the diameter or have a minimum internal bending radius of 25mm.
4. The FRP column has physical properties such as resistance to chemical corrosion and alternating dry-wet conditions, thus its service life can reach 20 years.
Brick factory desulfurization towers, brick factory flue gas desulfurization towers, brick factory flue gas desulfurization and dust removal units, tunnel kiln brick oven flue gas desulfurization towers, tunnel kiln desulfurization and dust removal units, corrosion-resistant brick factory desulfurization towers, tunnel kiln flue gas desulfurization projects, brick kiln desulfurization towers, coal gangue flue gas dust removal and desulfurization towers.
Equipment Resistance: <1100 Pa
Inlet Temperature: 280°C
Desulfurization efficiency up to 96% and above
Service Life ≥ 15 Years
Desulfurization tower process principle:
Brick factory-specific wet scrubber desulfurization and dust removal units utilize a wet desulfurization and dust removal technology developed based on a multi-phase turbulent mass transfer mechanism. This technology combines centrifugal water film dust removal with spray沸腾 desulfurization and dust removal into one unit. The flue gas containing dust and harmful gases is accelerated by a specially designed vortex plate separator and injected into the atomized liquid, where it collides with the desulfurization neutralizing liquid sprayed from the top of the tower, forming a swirling force. The gas and liquid are highly spun, thoroughly mixed, and rise into the boiling reaction layer. The dust and harmful gases in the flue gas are captured and absorbed by the fine liquid particles in the desulfurization liquid. Due to the large number of interfaces generated by the atomized liquid particles, the efficiency of capturing and absorbing dust and harmful gases per unit volume of liquid is high. The flue gas after reaching the standard purification is discharged into the atmosphere through a dehydration unit, induced draught fan, and chimney. Technical specifications: Desulfurization efficiency (%) ≥98, Dust removal efficiency (%) ≥98, Lingman blackness (grade) ≤1, Liquid-gas ratio (L/m3) 0.8-1.5, System resistance (Pa) <800. Technical features include integrated desulfurization and dust removal, compact structure, small equipment footprint, and low investment cost. The desulfurizing agent can be soda ash - calcium oxide, slag water - magnesium oxide, slag water - lime, or other alkaline wastewater. The system is easy to operate, stable in operation, and convenient to maintain. It is corrosion-resistant and adaptable, suitable for all types of vertical and horizontal chain grate boilers, kilns, and brick factory tunnel kiln flue gas desulfurization and dust removal, coal gangue flue gas dust removal and desulfurization in brick factories, and also suitable for high dust concentration furnaces such as ferrosilicon furnaces, silicon calcium furnaces, sawdust fuel boilers, straw fuel boilers, wood fuel boilers, heavy oil fuel boilers, waste plastic fuel boilers, and other flue gases that are difficult to treat. Application range: Wet scrubber desulfurization and dust removal units are suitable for coal-fired boilers in various industries.
Glass fiber desulfurization deduster working principle: Desulfurization is a technology to control sulfur dioxide emissions. The deduster not only removes sulfur dioxide from flue gas but also produces high-value-added ammonium sulfate fertilizer products. This boiler dedusting equipment uses a certain concentration of ammonia water (for example, 28%) as the desulfurizing agent, producing an ammonium sulfate slurry that is sent to the fertilizer factory's treatment system. The amount of ammonia water required for the desulfurization process is automatically regulated by a preset pH control valve and measured by a flow meter. The ammonium sulfate crystals are crystallized from the saturated ammonium sulfate slurry in the desulfurization deduster, forming suspended particles with a weight ratio of about 35%. These slurry is then pumped to the treatment site, where it undergoes primary and secondary dewatering, followed by further dewatering, drying, condensation, and storage at the fertilizer factory. While the boiler dedusting equipment desulfurizes the flue gas, it also generates considerable by-products, achieving certain economic benefits.
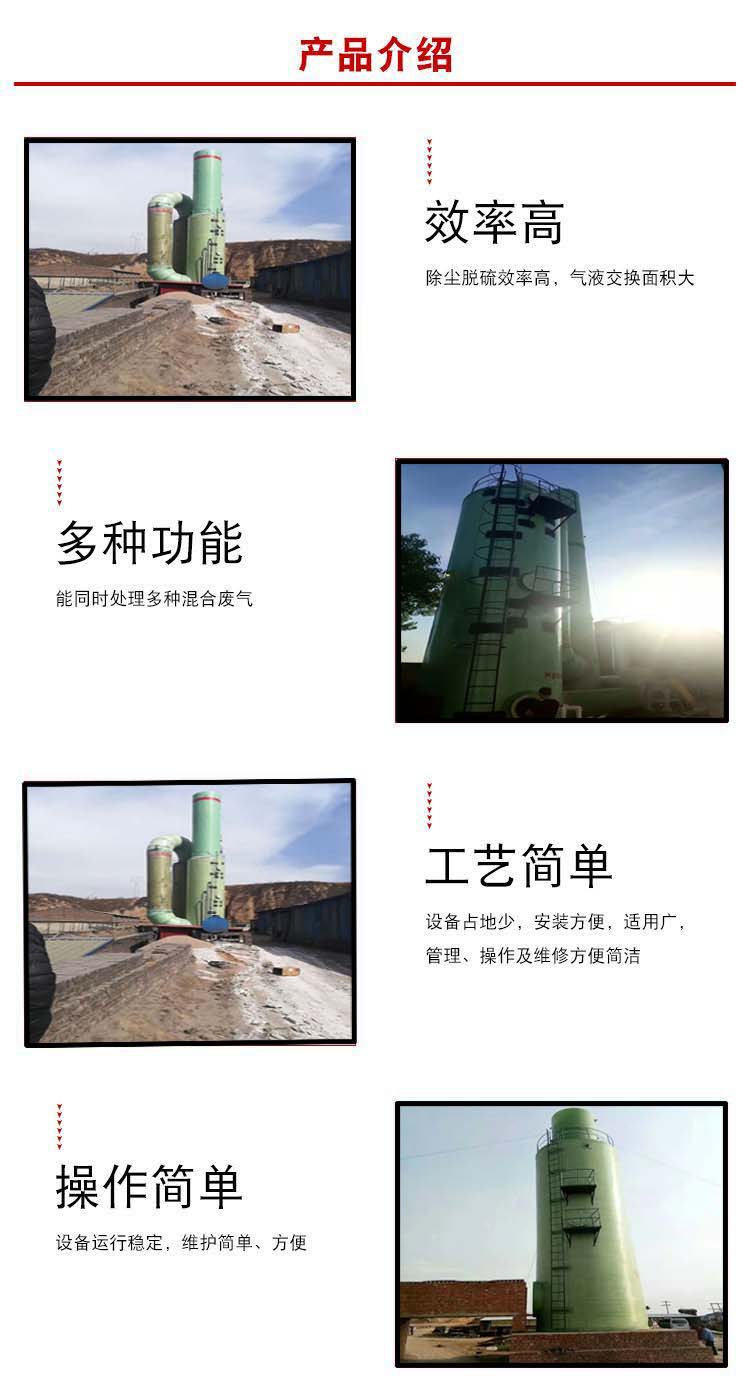
Desulfurization and dust removal equipment features:
1. Wash-down working principle with high dust and desulfurization efficiency, capturing more harmful gases. The flue gas purifier integrates desulfurization and dust removal, using a spray method with unique nozzle design. Equipped with a glass fiber spiral nozzle made with American technology, it sprays a dense mist under certain water pressure. The dust, harmful gases, and mist have ample contact, thus significantly enhancing the dust, desulfurization, denitrification, and carbon black washing effects compared to other wet dust collectors. Dust removal rate ≥ 98%, sulfur dioxide removal rate ≥ 98%, and flue gas Lingman blackness < level 1.
2. The dehydrating plate design is rational and unique, offering excellent dehydration performance. The drum is equipped with a dehydration unit, where the dehydrating plate is designed in a rational and unique manner. As the mist passes through the dehydration unit, it is collided and deflected, flowing down along the drum wall, preventing secondary water carryover, and achieving high dehydration efficiency.
3. Low resistance, water and electricity saving, and low operating costs. Flue gas is naturally introduced from the bottom of the cylinder, with a large cross-section and low wind speed, resulting in low resistance. The main resistance is ≤600Pa, and the system resistance is ≤1200Pa. Due to the low resistance, the power consumption is also reduced. Moreover, the water discharged after sedimentation is recycled in a closed loop, saving water resources on one hand and preventing wastewater from entering the sewers, thus avoiding secondary pollution. This achieves water and electricity saving effects, reducing operating costs.
4. Compact in size, light in weight, and requires minimal floor space; easy to install and transport. This product features a cylindrical shape, is a monolithic structure, and comes with a stand upon delivery, making it extremely convenient for installation and relocation. It can be installed in various ways, such as left-right suspension and overhead laying, adapting to different ground conditions and sizes. Strongly adaptable.
5. Operation is relatively simple and convenient, with minimal maintenance required. It's easy to operate, manage, and maintain, boasting a high operational rate and adaptability to various working environments.
6. Strong adaptability to fluctuations in SO2 concentration in flue gas; different desulfurization processes can accommodate varying sulfur content in coal. Desulfurizing agents can be selected in various forms such as lime, alkali, and magnesium oxide, achieving excellent desulfurization results.
Desulfurization and dust removal equipment operation procedure
1. Check that the valves and circulating pumps are operating normally before equipment operation.
2. Start the recirculating pump until water flows into the sedimentation pond from the overflow tank, then activate the exhaust fan.
3. Adjust the water supply to the equipment promptly based on the boiler's operating conditions.
4. After equipment startup, a dedicated person monitors the sedimentation pond water level and continuously observes the pH, ensuring the circulating pH stays between 8-10.
5. While the boiler is shut down, a comprehensive inspection and maintenance of the dust collector should be conducted. Check for any blockages in the water supply lines and open the ash outlet valve to thoroughly remove accumulated dust.
6. The circulating water pump series discharges a portion of the recycled water weekly and replenishes industrial water.
7. Sludge is promptly removed, ensuring clear effluent water quality.
User Instructions for Desulfurization and Dust Removal Equipment
1. Dust collectors should generally not be supplied as ready-made products. Please refer to relevant data and information to facilitate the design of equipment and accessories that meet the user's requirements and satisfaction.
1) Boiler brand, exhaust gas volume, exhaust gas temperature, coal sulfur content, and ash content.
2) Boiler tail smoke channel outlet size and elevation.
3) Blower model, room dimensions, and related layout.
4) Local air emission standards and design requirements for dust discharge and removal.
5) Industrial water pressure and water source conditions.
6) Comments on the operation and maintenance platform.
2. Installation Precautions:
1) The foundation for installation must be leveled to ensure the dust collector remains in a horizontal state.
2) The base plate is securely intermittent welded to the embedded iron in the foundation.
3) Upon completion of the overall installation, before putting into operation, the inlet door must be opened to inspect if there is any loose or detached internal fittings and abrasion-resistant coatings, as well as any debris, which should be eliminated immediately.
4) The dust removal machine should be operated for at least 24 hours.
5) Prior to operation, start the fan and inspect the tightness of the casing flanges and all openings. Any air leaks should be promptly eliminated.
Magnesium Oxide Method
Magnesium oxide desulfurization first mixes magnesium oxide powder with hot water to form a Mg(OH)2 slurry, which is then added to the absorption tower. It is circulated with the washing absorption slurry through a circulating pump and sprayed through the tower's network to wash flue gas from the boiler. The SO2 in the boiler flue gas reacts with MgO to form MgSO3, which is then oxidized to become MgSO4 solution.
Specific reactions are as follows:
Slurry Preparation: MgO + H2O = 2Mg(OH)2
Absorption Reaction: Mg(OH)2 + SO2 → MgSO3 + H2O
MgSO3 + SO2 + H2O→Mg(HSO3)2
Mg(HSO3)2 + Mg(OH)2→2MgSO3 + 2H2O
Oxidation reaction: MgSO3 + 1/2O2 → MgSO4
Byproduct Recovery: MgSO4 + 7 H2O = MgSO4·7H2O
Characteristics of Magnesium Oxide Method:
1. MgO features porosity, strong activity, and high reactivity. It has a higher reactivity than CaO, and Mg(OH)2 is more alkaline than Ca(OH)2. In desulfurization reactions, MgO particles react with SO2 to form MgSO3 and MgSO4, which dissolve in water, without affecting further reactions.
2. Utilizing magnesium-based desulfurization saves on investment compared to calcium-based desulfurization. This is because the weight of MgO is 71% of CaO and 40% of CaCO3. Less MgO is required to remove the same amount of SO2, and the transportation, storage systems, and maturation system for desulfurizing agents are also simplified compared to calcium-based systems.
3. The by-products of desulfurization have high solubility. The by-products of desulfurization, such as MgSO3 and MgSO4, have high solubility, with their solid suspended particles being loose fine powder, not prone to settling. Moreover, desulfurization occurs in a liquid state, eliminating issues like scaling, blockage, and abrasion.
4. No secondary pollution. The by-product slurry from magnesium-based desulfurization is primarily a solution of MgSO4 after aeration treatment, which can be directly discharged into the sewage pipeline or directly sent to the ash field via the power plant's original ash water pipeline without causing secondary pollution.
1. Our company ensures the proper operation of our flue gas desulfurization equipment by providing on-site installation and commissioning services by our engineers.
2. Within one year of normal equipment use, any issues related to equipment quality will be addressed by our company free of charge, with a response within 12 hours. In emergencies, technical staff will be sent for on-site guidance.
3. We can provide technical training for your operators based on the actual situation, enabling them to quickly master the skills required for proper operation and maintenance of the equipment.
The dual alkali method for flue gas desulfurization overcomes the drawback of scaling in the limestone-lime process. Traditional limestone/lime-gypsum flue gas desulfurization technology, which uses calcium-based desulfurizing agents to absorb sulfur dioxide, forms calcium sulfate after reaction. Due to its low solubility, it tends to scale and block within the desulfurization tower and pipes. Scaling and blocking issues severely affect the normal operation of the desulfurization system, and even more so, the boiler system. To minimize the disadvantages of calcium-based desulfurizing agents, most calcium desulfurization processes require a corresponding forced oxidation system (aeration system), thereby increasing initial investment and operating costs. The use of inexpensive desulfurizing agents can easily cause scaling and blocking, while sodium-based desulfurizing agents are too costly to operate and their desulfurization products are difficult to handle, creating a contradiction. The dual alkali flue gas desulfurization process was developed to address these conflicts, effectively solving the aforementioned issues.
Compared to the limestone or lime wet flue gas desulfurization process, the dual alkali method offers the following advantages: 1. Uses NaOH for desulfurization; the circulating water is essentially a solution of NaOH, which minimizes corrosion and blockage to pumps, pipes, and equipment during the circulation process, facilitating equipment operation and maintenance.
2. Regeneration of absorbents and sedimentation of desulfurization sludge occur outside the tower, thereby avoiding internal blockage and wear, enhancing operational reliability, and reducing operating costs; simultaneously, a high-efficiency plate tower or packed tower can replace the empty tower, making the system more compact and improving desulfurization efficiency.
3. Sodium-based absorbent liquids absorb SO2 rapidly, allowing for a smaller liquid-gas ratio to achieve a higher desulfurization efficiency, typically over 90%.
4. For the desulfurization and dust removal integrated technology, it can improve the utilization rate of lime.
The drawback is that the byproduct Na2SO4 from the oxidation of NaSO3 is difficult to regenerate, necessitating a continuous supply of NaOH or Na2CO3, which increases the consumption of alkali. Additionally, the presence of Na2SO4 will also reduce the quality of gypsum.
The dual alkali desulfurization technology is a mature technique used both domestically and internationally. It is particularly suitable for desulfurization of flue gas from small and medium-sized boilers, and boasts a promising market prospect.
Ammonium Sulfate Desulfurization Process Features
The wet ammonia desulfurization process is a mature and industrialized desulfurization technique, utilizing ammonia absorbent to wash flue gas containing sulfur dioxide. The byproduct, ammonium sulfate, can be used as an agricultural fertilizer. It effectively meets the needs of China's flue gas desulfurization development. The wet ammonia desulfurization process offers the following advantages:
1. Wide application range, unrestricted by sulfur content or boiler capacity. The higher the sulfur content, the greater the yield of ammonium sulfate.
2. High desulfurization efficiency, easily achieving over 95%. Post-desulfurization flue gas not only has a very low sulfur dioxide concentration but also sees a significant reduction in dust content.
3. Absorbents are easily procurable and available in three forms: liquid ammonia, ammonia water, and ammonium carbonate.
4. The ammonia desulfurization unit has strong adaptability to changes in unit load, capable of accommodating rapid start-up, cold start-up, warm start-up, and hot start-up methods; operates efficiently under unit load conditions ranging from 35% to 140% of the Basic Minimum Continuous Rate (BMCR).
5. There are successful cases both domestically and internationally with excellent operational reliability and no scaling issues reported.
6. Ammonia is an excellent alkaline absorbent with a high absorbent utilization rate.
7. Byproduct ammonium sulfate has high value and good economic benefits; glass fiber denitrification, dedusting, and desulfurization integrated system
Integrated denitrification, dust removal, and desulfurization design process: Flue gas → Pressure booster fan → Waste heat recovery unit (economizer) → Heat exchanger → Denitrification, desulfurization, and dust removal integrated tower → Heat exchanger → High-altitude emission.
Selection Guide for Denitrification, Dust Removal, and Desulfurization Systems
This system must be designed based on the user-provided boiler model, coal consumption, flue gas composition, flow rate, temperature, medium concentration, and other specifications, as well as the user's requirements. We can undertake the entire project or parts thereof. Our company has a specialized calculation program software to ensure accurate and reasonable selection.
Application Fields
This system is widely used in the power, steel, fertilizer, cement industries, and environmental improvement for other industrial enterprises, covering areas such as flue gas denitration and desulfurization, dust removal, sulfur dioxide gas recycling, deep energy-saving transformation of boilers, and wastewater treatment.